

Type Of Datum In Part Machining
Datum refers to those points, lines and surfaces used to determine the geometric relationship between geometric elements on production objects. According to the different functions of the datum, the datum can be divided into two categories: design datum and process datum.
1. Design Datum
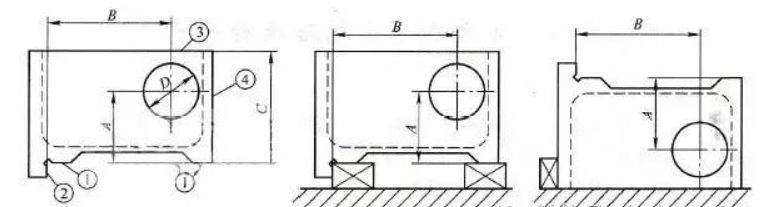
The datum adopted in the design drawing is called design datum. For the box as shown in the figure below, A and B are the dimensions of the center of the hole, and their design basis is ① and ②, which reflect lines on the figure. The design basis of aperture D is the axis, and the point is reflected in the figure.
1. Process Datum
The datum used for positioning, inspection and assembly in the processing of parts is called process datum, which includes three kinds of positioning datum, measuring datum and assembly datum. For example, for boring round holes as shown in the above figure, one installation method is to use ① and ② surfaces as the positioning datum, and the positioning datum coincides with the design datum.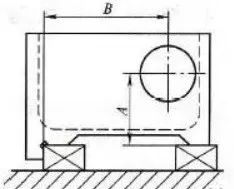
Another method is to take ① and ③ planes as the positioning datum, at this time, the positioning datum does not coincide with the design datum.
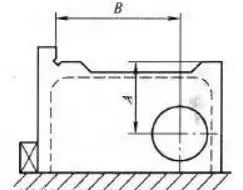
In the first process, the blank surface is used as the positioning reference. The positioning reference that has not been cut is called the rough reference, which is only used once. When continuing machining, the machined surface is used as the positioning reference, and the positioning reference after cutting is called precision reference.
Selection Principle Of Datum In Part Machining
1. Selection Principle Of Rough Datum
The rough datum is the datum that is located on the blank surface in the initial processing procedure. When selecting the rough base, ensure that each surface has enough machining allowance, so that the machined surface has a proper mutual position with the non machined surface. The selection principle is:
(1) The surface of the workpiece that does not need to be machined is used as the rough datum to ensure the minimum position error between the machined surface and the non machined surface.
(2) If it is necessary to ensure that the machining allowance of an important surface of the workpiece is uniform, the surface shall be selected as the rough datum.
(3) The flat and large blank surface shall be used as the rough datum as far as possible.
(4) The coarse datum can not be used repeatedly, because the surface accuracy of the coarse datum is low, and the workpiece can not be guaranteed to maintain the same position in two installations.
2. Selection Principle Of Precise Benchmark
The machined surface must be used as the positioning reference in the subsequent processes, which is called precision reference. The selection of precision datum directly affects the mutual position accuracy of each surface of the part. Therefore, when selecting the precision datum, it is necessary to ensure the machining accuracy and convenient and reliable clamping of the workpiece. The principles for selecting precise benchmarks are:
(1) Principle of datum coincidence: use the design datum as the precise datum as far as possible to avoid the positioning error caused by datum non coincidence.
(2) The principle of the same datum: the same precision datum shall be used for as many surface processing as possible to reduce the error caused by changing the positioning datum and unify the fixture structure. For example, when machining shaft parts, the center hole is used as the precision datum, which is always used as the precision datum in turning, milling, grinding and other processes. This can not only ensure the coaxiality between the journals of each section, but also improve the productivity. Another example is that the inner hole is usually machined first, and then the inner hole is used as the precision datum.
(3) Principle of mutual reference: use two surfaces on the workpiece with mutual position accuracy requirements as the positioning reference alternately. For example, when machining a short sleeve, in order to ensure the coaxiality between the hole and the excircle, the excircle should be first ground as the positioning reference, and then the excircle should be ground with the ground hole as the positioning reference.
(4) It is easy to install, and the structure of the clamp is simple.
(5) The surface with simple shape and large size shall be selected as the precision datum to improve the stability and accuracy of installation.