

Not everything can be done with wire EDM processing. Analyze and review the processing drawings. According to the existing processing equipment, consider the feasibility of this process method. Processing cannot be achieved in the following situations:
The narrow gap is smaller than the diameter of the electrode wire plus the discharge gap. The internal angle of the pattern is not allowed to have R angle or the required R angle of the internal angle is smaller than the diameter of the electrode wire. Workpieces of non-conductive materials. Workpieces whose thickness exceeds the span of the wire frame. The processing length exceeds the effective stroke length of the X and Y carriage of the machine tool, and the workpiece requires high precision.
Under the condition of meeting the wire EDM processing, according to the machining requirements of the parts, such as surface quality and dimensional accuracy requirements, it is necessary to decide whether to choose medium wire EDM process or low speed wire EDM process. For parts with high dimensional accuracy and good surface roughness, low speed wire-cutting machine tools should be used to complete.

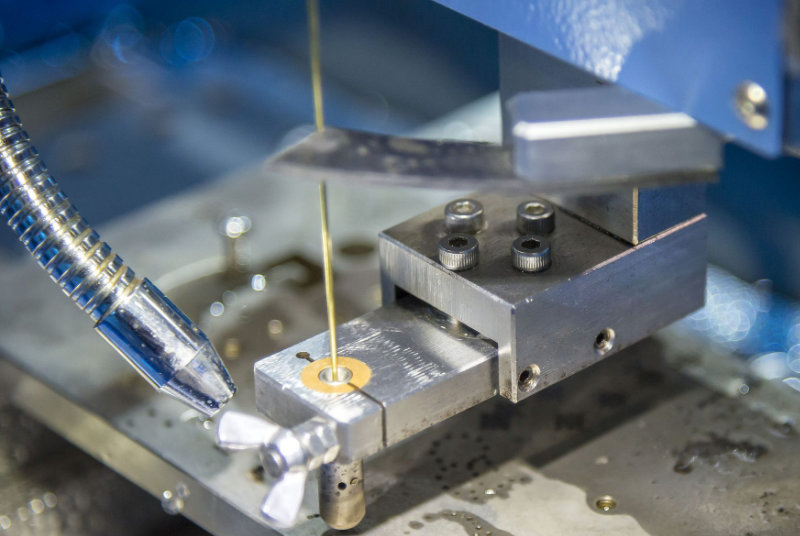
Wire EDM Processing
1) Reasonable Selection Of Workpiece Materials
In order to reduce the deformation of the workpiece caused by wire EDM, materials with good forging performance, good permeability and small heat treatment deformation should be selected. The material of the work piece should be heat treated according to the technical requirements.
2) Processing threaded holes
For the processing of closed holes and some punches, wire holes need to be processed before online cutting. The position of the threaded hole should be consistent with the machining starting point specified during programming.
3) Choose the type of electrode wire
Medium speed wire EDM generally uses molybdenum wire with a diameter of 0.18 mm as the electrode wire, low speed wire EDM generally uses brass wire or galvanized wire, etc. The diameter of the electrode wire can be based on the machining accuracy requirements. Try to choose electrode wire with a diameter not less than 0.2mm to obtain a higher cutting speed and reduce the risk of wire interruption during processing.
4) Clamping and correction of workpiece
According to the processing shape and size of the workpiece, select the appropriate clamping method to determine the position of the workpiece. If the clamping methods of plate parts, rotating parts, and block parts are different, you can choose special fixtures or self-designed fixtures to clamp the workpiece. After the workpiece is clamped, it must be corrected. Generally, it is to check the perpendicularity and flatness of the workpiece clamping, and correct the axial parallelism of the workpiece reference plane and the machine tool.
5) Threading and schooling
Wrap the wire electrode correctly on each part of the wire running mechanism to keep the wire electrode with a certain tension. Use appropriate methods to correct the verticality of the electrode wire, such as wire alignment with a aligner, wire alignment with sparks, etc.
6) Positioning of the electrode wire
Before wire EDM processing, the wire electrode should be accurately positioned to the starting coordinate position of the cutting. The adjustment methods include visual inspection, spark method, and automatic alignment. The current CNC wire-cutting machine tools all have the function of contact sensing, and they all have the functions of automatic edge finding and automatic center finding. They have high alignment accuracy and are very convenient for electrode wire positioning. The operation method varies from machine to machine.
Tips For Wire EDM
WEDM programming is the focus of the entire process. The machine tool is processed according to the numerical control program. The correctness of the program directly affects the processing shape and processing accuracy. Most of the actual production uses automatic programming methods.
After the programming is completed and before the formal cutting process, the CNC program should be checked and verified to determine its correctness. The numerical control system of the wire EDM machine tool provides a method of program verification. The commonly used methods are: one is the drawing inspection method, which is mainly used to verify whether there is an error syntax in the program and whether it conforms to the pattern processing contour. The other is the empty stroke inspection method , it can check the actual processing of the program, check whether there is collision or interference in the processing, and whether the stroke of the machine tool meets the processing requirements, etc., through the simulation of the dynamic processing situation, the program and the processing path are fully verified.
For some punching dies with high dimensional accuracy requirements and small matching gaps between convex and concave dies, you can first try cutting with a thin sheet to check the dimensional accuracy and matching gaps. If you find that it does not meet the requirements, you should revise the program in time until the verification is qualified. During processing, electrical and non-electrical parameters can be adjusted according to the processing state to keep the processing in the best discharge state. After the formal cutting is over, do not rush to remove the workpiece, check whether the start and end coordinate points are consistent. If any problems are found, “remedial” measures should be taken in time.