

Grinding is a machining process that can be found in almost all workshops. Some grinding operations are relatively simple, and other grinding activities may be complex, such as those used to maintain very small tolerances or to process difficult materials. Grinding has a wide range of applications in manufacturing. As with many processes, choosing the best tool is critical.
The correct selection of the grinding wheel is very important to obtain good results (that is, to obtain a better finish and a longer grinding wheel life). There is a wide range of grinding wheels to choose from, and the differences between different types of abrasives can sometimes be confusing.
The grinding wheel is an abrasive cutting tool. The abrasive particles distributed on the surface of the grinding wheel form thousands of cutting points, which can cut off tiny material fragments. These particles are held together by bonding (in most cases a mixture of selected clays) and separated by pores.
When using a grinding wheel, the abrasive grains cut into the material being ground, thereby removing unwanted surface material in small fragments. When choosing a grinding wheel, the three most important characteristics to consider are the type of abrasive, the size of abrasive grains (or coarse grains), and the type of bonding.
Abrasive
There are four main types of abrasive grains. Each type has unique properties in terms of hardness, strength, fracture toughness and impact resistance. The choice of abrasive is inevitably related to the material of the workpiece.

Alumina
Alumina is the most commonly used abrasive in grinding wheels. It is usually recommended for grinding materials such as stainless steel and tool steel, but it can also be used for certain high-strength aluminum and bronze alloys.
Silicon Carbide
It is harder than standard alumina and has very sharp abrasive particles. It is usually used to grind gray iron, cold iron, brass, soft bronze and aluminum, as well as stone, rubber and other non-ferrous metals.
Zirconia Alumina
Suitable for rough grinding applications requiring high cutting volume. This grain is related to high-tech resin bonds.
Ceramic Alumina
Often referred to as “ceramic”, this is the most modern type of abrasive. The ceramic particles have a unique microcrystalline structure and can be self-sharpened. This abrasive is extremely hard. It is mainly used for precision grinding of the most demanding steels s.
Gravel
As mentioned above, the sand particles are related to the size of the abrasive particles distributed on the grinding wheel. The larger the particle size, the finer the abrasive. The basic description of abrasive types ranges from coarse to medium to fine.
Grinding wheels with low grit are often used for applications where material finish is not important, and the focus is on material removal. On the other hand, when completion is the basic aspect of the project, it is better to use a fine grinding wheel.
Choose the type of grinding wheel according to the material you want to grind
The type of material will affect the surface wheel, particle size and abrasive grade you choose. Alumina type abrasives are most suitable for grinding high-strength materials such as steel and ferritic cast iron. In harder steels and applications with larger contact arcs, the more brittle alumina type is preferred. The most effective way for low tensile strength materials and non-metallic materials is to grind or cut with abrasive silicon carbide. The hardness of the material determines the traction available to the abrasive. Therefore, it is necessary to use fine-grained grinding wheels to grind hard materials, and it is best to use medium- and coarse-grained grinding wheels to grind soft materials. For the most effective operation, the grade must be adjusted to suit the hardness of the material.
Grain size
Sand grains are related to the size of abrasive grains distributed on the grinding wheel. The larger the particle size, the finer the abrasive. The basic description of abrasive types ranges from coarse to medium to fine. This is a basic table with different granularities.
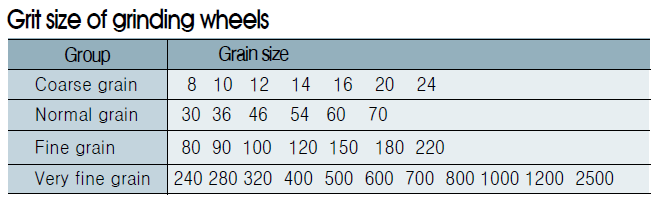
For fine grains, finishing is good, while for fine grains, finishing of end faces is poor. Generally, rough surface grinding wheels are used to quickly remove material. When surface treatment is important, use fine grinding wheels. Coarse wheels can be used for soft materials, but hard and brittle materials should usually be fine gravel. Grinding wheels with low grit are usually used in applications where material finish is not important, and the focus is on material removal.
Bonding
Bonding is a material that binds abrasive particles together, so it can be cut effectively. The binder must wear out as the abrasive particles wear and be discharged to expose the new sharp particles. The reason for this effect is that the sand grains become dull and the grinding pressure increases. For hard-bonded grains, the service life of the grinding wheel is longer. But the definition of the final product is lower, and vice versa. The four main types of bonding are vitrification, shellac, resin and rubber. Most grinding wheels are made with a glass bond, which includes a carefully selected clay mixture. These types of wheels are strong, porous and unaffected by water, acid, oil or temperature changes.
An important aspect to consider when bonding is its strength or grade. For soft materials, small or narrow contact areas or long wheel life, it is recommended to use strong bonding or hard grades. For hard materials (such as hard tool steels or carbides), large-area contact or rapid removal of blanks, weaker bonds or soft grades are preferred.