


CNC machining is an established digital manufacturing process that can produce high-precision parts with excellent physical properties directly from CAD files.
The processing cost of CNC machine tools may vary greatly depending on the purpose you use. Whether you are creating a single prototype or preparing for mass production, it is necessary to check the overall budget of the project before placing an order.
The calculation of CNC machining costs seems very complicated. We should consider many factors, compared with other manufacturing methods, the final cost assessment is more difficult.
Therefore, we first analyze which factors affect CNC Machining processing. Then provide some feasible guidelines for these factors, that have been proven to reduce the cost of CNC machining parts. By being aware of these factors early in the development cycle, you can minimize costs without having to be high Cost-paying.
Design Cost
CNC machining is improving and developing every year, so it becomes more complicated every year. As a result, keeping up with the challenge of part design can be a challenge. However, by making some relatively simple adjustments to part design or material selection, you can still improve the function while reducing the cost of machining parts. Consulting an experienced mechanic or engineer during the design phase may increase the initial cost of the project, but will save even more in the long run.
Here’s a list of considerations to keep in mind:
Tolerance: The smaller the tolerance, the higher the cost
Hole size & depth: Deep, small holes are slow to machine accurately and prone to tool breakage.
Internal diameter: The smaller the diameter, the smaller the end mill required to create it. The smaller the end mill, the slower the processing speed. In the feasible range, increase the diameter of the hole as much as possible.
Cutting depth: Like holes, extra deep pockets require a longer time to process, and may require specially ordered tools, increasing costs.
Wall thickness: Thin walls require extra care. Recommended absolute minimum is 1.0mm for plastics and 0.5mm for metals.
Undercuts—Certain features, such as O-ring grooves or keyways, can (and often must be) machined with a tool made specially for undercuts.
How to optimize the design and minimize the cost?
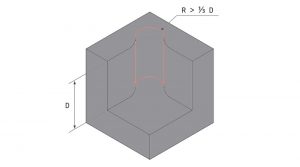
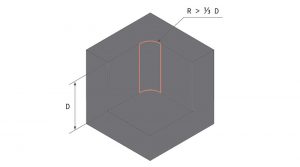
1. Add a radius to the inner vertical edge
All CNC milling tools have a cylindrical shape, which produces a radius when cutting the edge of the cavity.
Use a smaller diameter tool to reduce the corner radius. This means that multiple passes will be required at a lower speed-smaller tools cannot remove material as quickly as a larger tool in one pass, which increases milling time and therefore increases project costs.
To reduce costs, experts recommend that the corner radius should be slightly larger than the radius of the tool that will be used to machine the pocket. This can reduce the load on the tool and further reduce manufacturing costs.
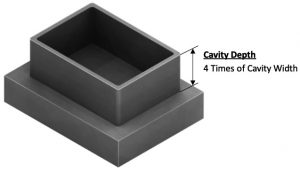
2.Limit the Depth of Cavities
Machining deep cavities will greatly affect the cost of CNC parts, because a lot of material needs to be removed, which is very time-consuming.
The cutting length of CNC tools is limited: usually, when the cutting depth is up to 2-3 times the diameter of the cavity, they will play the best role, designing a deeper cavity, because of the need for special tools or multi-axis CNC systems This leads to increased costs.
3. Increase the Thickness of Thin Walls
Increase the thickness of the thin wall to reduce processing time. Unless weight is the main factor, thick solid parts will be more stable.
Thin parts are prone to vibration. In order to avoid deformation or cracking when processing thin walls, it is necessary to perform multiple processing at a low cutting depth, so it is difficult to accurately process them.
For metal parts, the designed wall thickness should be greater than 0.8 mm (the thicker the better). For plastic parts, the minimum wall thickness should be kept above 1.5 mm. When placing holes or threads very close to the edge of a part, you will often encounter thin walls. When placing holes in your design, make sure you also follow the above guidelines.
4.Limit the Length of Threads
Limit the maximum thread length to 3 times the diameter of the hole. For threads in blind holes, it is best to increase the diameter by at least 1/2 at the bottom of the hole.
Specifying threads that are longer than necessary can increase the cost of CNC parts, as special tooling may be required.
5.Design Holes with Standard Size
The standard drill size is used when designing the hole, and the CNC hole can be quickly and accurately machined with the standard drill. For non-standard sizes, an end mill must be used to machine the hole, which increases costs.
It is recommended to limit the depth of all holes to 4 times the diameter. If you make deeper holes (the diameter is up to 10 times the diameter), it will increase the cost due to difficult processing.
6.Specify Tolerances only when Necessary
Defining strict tolerances will increase the cost of CNC, because it not only increases the processing time, but also requires manual inspection. If a specific tolerance is not defined on the technical drawing, the standard tolerance (±0.125 mm or higher) will be used to machine the part, which is sufficient for most non-critical features.
The decimal point in the size is important. They specify the accuracy level and the instrument used for measurement. For example, two decimal points indicate that the mechanic can use a vernier caliper for measurement, while three decimal points indicate that a micrometer or equivalent CMM tool must be used. To minimize costs, avoid adding extra decimal points to the size.
7.Keep the number of Machine Setups to a Minimum
It is recommended to design parts that can be processed in as few machine settings as possible, preferably in only one setting.
Rotating or relocating parts increases manufacturing costs because it usually needs to be done manually. Moreover, for complex geometries, custom fixtures may be required, which further increases costs. Particularly complex geometries may require a multi-axis CNC system, which further increases the price.
It can be considered to divide the part into several geometric shapes, which can be CNC machined in a single setting and then bolted or welded together. This also applies to parts with deep pockets.
8.Remove all Text & Lettering
Adding text to the surface of CNC machined parts can significantly increase costs because of the need for additional and time-consuming machining steps. If text is necessary, prefer engraved over embossed lettering, as they latter requires the removal of a lot more material.
9.Avoid (Multiple) Surface Finishes
Surface finish improves the appearance of CNC machined parts and enhances their resistance to harsh environments, but it also increases costs.
Requesting multiple different surface finishes on the same part will further increase the price, so try to choose the surface finish after processing, and only require multiple surface treatments when absolutely necessary.
Materials Cost
 The choice of materials for machining parts affects costs in two ways: raw material costs and material processability costs. Some materials are more expensive as raw materials than others, while others are more difficult to manufacture than others. The lower the processability of the material, the more expensive it is.
The choice of materials for machining parts affects costs in two ways: raw material costs and material processability costs. Some materials are more expensive as raw materials than others, while others are more difficult to manufacture than others. The lower the processability of the material, the more expensive it is.
If the material to be used is potentially hazardous, additional safety precautions need to be taken, thereby increasing production costs. The following mainly introduces the processability cost of materials.
Machinability refers to the ease of cutting the material. The higher the processability, the faster the material can be CNC processed and the lower the cost.
Copper is a good electrical conductor, especially brass C360 is the most machinable metal, easy to mill, and can be processed at high speed, and might just have the mechanical, chemical, or conductive properties needed for your application. But copper is much more expensive than aluminum. Although aluminum is about 60% of the electrical conductivity of copper, weight and cost savings may prompt you to reconsider aluminum.
The workability of steel is 10 times lower than aluminum, and the processing time is at least 2 times higher than aluminum. Note that different grades of steel have different machining properties. For example, the workability index of stainless steel 304 (the most common stainless steel alloy) is 45%, while the workability index of stainless steel 303 (an alloy with very similar chemical composition) is 78%, so it is easier to process. Stainless steel 17-4 PH is difficult to cut. If high strength and corrosion resistance isn’t critical, try 316L or 304 instead.
If hardness is a concern, 4140 might be your first choice, but 1018 is very low cost and takes an admirable case hardening.
The machinability of plastics mainly depends on its stiffness and thermal properties. Some plastics have excellent wear resistance, corrosion resistance or chemical resistance, other plastics perform well under heat or flame, while others have excellent strength, impact or electrical properties.
POM (Delrin) is the easiest plastic to process, followed by ABS. PEEK and Nylon are other common engineering plastics, which are difficult to process. Generally, the softer the material, the greater the risk of dimensional stability and wire drawing during milling.
For machining parts, many excellent materials can be machined, each with its own unique set of properties, applications, and costs. The price of different stock materials can vary widely but is usually based on general availability, so it is necessary to choose the most suitable one according to the actual situation material.
Labor Cost
 The machinist involved in making the parts must pay for his work. He spends time setting up the machine for custom CNC operations and ensuring that all operations are carried out in a way that produces good results. If the parts are difficult, more complex and require a higher level and the expertise of a trained mechanic, then production costs will rise. These additional skills and experience come at a price, because they are mainly acquired from in-service experience rather than formal education. The more labor intensive the production of a part is the higher its pricing will be.
The machinist involved in making the parts must pay for his work. He spends time setting up the machine for custom CNC operations and ensuring that all operations are carried out in a way that produces good results. If the parts are difficult, more complex and require a higher level and the expertise of a trained mechanic, then production costs will rise. These additional skills and experience come at a price, because they are mainly acquired from in-service experience rather than formal education. The more labor intensive the production of a part is the higher its pricing will be.
Post-processing of parts, finishing or assembly also requires some additional manual work, which will also increase labor costs. Therefore, it is a good choice to outsource some precision parts to China,who has high manufacturing capabilities and not particularly high labor costs .
Machine Cost
 Modern machining and manufacturing equipment are different and very expensive. Can a part be completed with a multi-axis machine or require multiple machines. And how many different machines and operations are needed. The size and function of the required equipment will increase the factors that affect the total cost.
Modern machining and manufacturing equipment are different and very expensive. Can a part be completed with a multi-axis machine or require multiple machines. And how many different machines and operations are needed. The size and function of the required equipment will increase the factors that affect the total cost.
You can rent several different types of CNC machines for the project. Which one you choose may affect the cost of your work. For 3-axis machine tools, including CNC milling machines and CNC lathes, the operating costs of multi-axis machine tools are relatively higher.
When we receive the project, first our engineers will check the production process, then choose the most economical production method, and finally we will get the production time. Since different production processes will have different production times, sometimes the price of the workpiece will be very high.
However, don’t worry because our engineers are very professional and the prices we quoted are accurate. Our prices are not necessarily the cheapest, but they must be the most suitable at the same quality.
Finally, is the quantity of parts. The greater the number of parts, the lower the cost of each additional unit. This means that large orders increase the final cost of the parts, but reduce the unit cost. If you want to make multiple identical parts, you can reuse the same CAM programming and fixtures, or you can cut multiple parts from the same inventory at once.
SANS specialize in manufacturing custom CNC precision parts, No MOQ. Specializes in making various types, small volume and prototype orders. Can give you quickly quote and delivery.
Inquiry Now !