

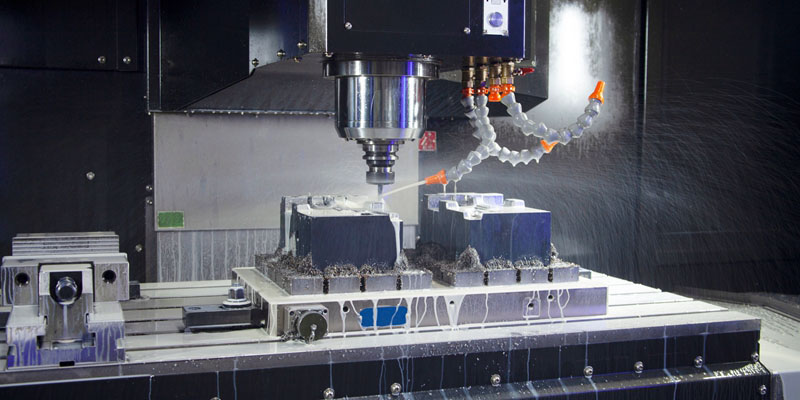
In the CNC machining process, cooling is essential. Coolant has many uses to ensure that the machine runs efficiently and accurately. Using the correct type of CNC coolant during milling, grinding or turning can prevent overheating and extend tool life.
If you do aluminum machining without any coolant and lubricant, various problems may interfere with processing and affect product quality. In order to ensure successful processing, a suitable aluminum cutting fluid is required.
The choice of cutting fluid for aluminum machining is very important. It is necessary to ensure that the cutting fluid has good lubricity and rust resistance, but also has good stability, filtration and easy maintenance, so that the products can meet the requirements and reduce the cost of cutting fluid at same time. So, how to choose cutting fluid for aluminum machining?
The Characteristics Of Aluminum And Possible Problems In Machining
When choosing cutting fluid for CNC machining of aluminum, the characteristics of aluminum and the problems that may occur during processing should be considered.
- The chemical properties of aluminum are relatively active. It is easy to oxidize in air and acid/alkali environment.
- The thermal expansion coefficient of aluminum alloy is large, and the cutting heat is quickly transferred to the workpiece, which is easy to cause thermal deformation, the size of the parts is difficult to control, and the machining accuracy is reduced.
- The aluminum alloy is soft in texture, and it is easy to stick to the cutting tool during cutting, forming chip accumulation. In high-speed cutting, it is easier to produce fusion welding on the cutting edge, causing the tool to lose cutting ability, affecting the machining accuracy and surface roughness.
- Aluminum has high ductility and is easy to form long strip cracks, which block the cutting area and make the cutting process difficult. At the same time, the chips are difficult to be taken away by the cutting fluid.
- The corroded aluminum alloy mainly manifests as surface discoloration and pitting. The surface may change from brown to black. The pits are small and deep, but sometimes they are connected to each other to form large pores and white powder is precipitated.
How To Choose Aluminum Cutting Fluid?
Based on the above, the choice of aluminum alloy cutting fluid is very important. It must ensure good lubricity, cooling, filtering and rust resistance. Therefore, the cutting fluid that can be used for aluminum alloy processing is different from ordinary cutting fluid. A suitable cutting fluid is very necessary.
Different cutting fluids should be selected according to the requirements of machining conditions and machining accuracy. For high-speed machining, a large amount of heat can be generated, such as high-speed cutting, drilling, etc. If the generated heat cannot be taken away by the cutting fluid in time, tool sticking will occur, and in severe cases, built-up edge will occur, which will seriously affect The machining roughness of the workpiece and the service life of the tool, and the heat can also deform the workpiece, which seriously affects the accuracy of the workpiece.
Therefore, the choice of cutting fluid should take into account its own lubricity and cooling performance. For finishing, it is easy to choose emulsified anti-friction cutting fluid or low-viscosity cutting oil. For semi-finishing and roughing, you can choose low concentration. Emulsified anti-friction cutting fluid or semi-synthetic anti-friction cutting fluid with good cooling performance. In the selection of cutting fluid for turning aluminum alloy, in addition to the lubricity and cooling performance of the cutting fluid, it must also be considered The performance of cutting fluid in terms of rust resistance, cost and easy maintenance.
Cutting oil is easy to choose base oil with relatively low viscosity to add anti-friction additives, so that it can achieve lubrication and anti-friction, but also has good cooling and easy filtering. However, the problem with cutting oil is its low flash point. In high-speed cutting, the smoke is heavier, the flash point is low, the risk factor is high, and the volatilization is fast, and the user’s use cost is correspondingly high. Therefore, try to use water-soluble when conditions permit. Cutting fluid.
For water-based cutting fluids, it is more important to consider its rust resistance. For workpieces that have been stored for a long time between procedures, it is easy to choose cutting fluids with rust inhibitors during processing, because long-term contact of silicon substances with aluminum materials will cause corrosion to produce black “silicon spots”. The pH value of the cutting fluid is mostly maintained between 8-10. If the rust resistance is not good, the aluminum material is easily corroded under this alkaline condition. Therefore, the water-soluble cutting fluid must have good aluminum anti-rust performance.

The Best Cutting Fluid For Aluminum With Different Machining Processes
The following are the recommended cutting oils for different machining processes:
- For finishing, choose emulsified anti-friction cutting fluid or low-viscosity cutting oil.
- For fine grinding or super fine grinding, use low-viscosity anti-friction grinding oil or semi-synthetic anti-friction cutting fluid.
- For semi-finishing or rough grinding, low-concentration semi-synthetic cutting fluid or fully synthetic cutting fluid can be selected.
- For semi-finishing and rough machining, you can choose low-concentration emulsified anti-friction cutting fluid or semi-synthetic anti-friction cutting fluid with good cooling performance.
Conclusion
CNC coolant is a necessity in the aluminum machining process. Choosing the right coolant and application method can ensure that the cutting tools and aluminum custom-made parts are lubricated during the milling process and prevent overheating. During application, check the coolant concentration to prevent further damage to the machine.