

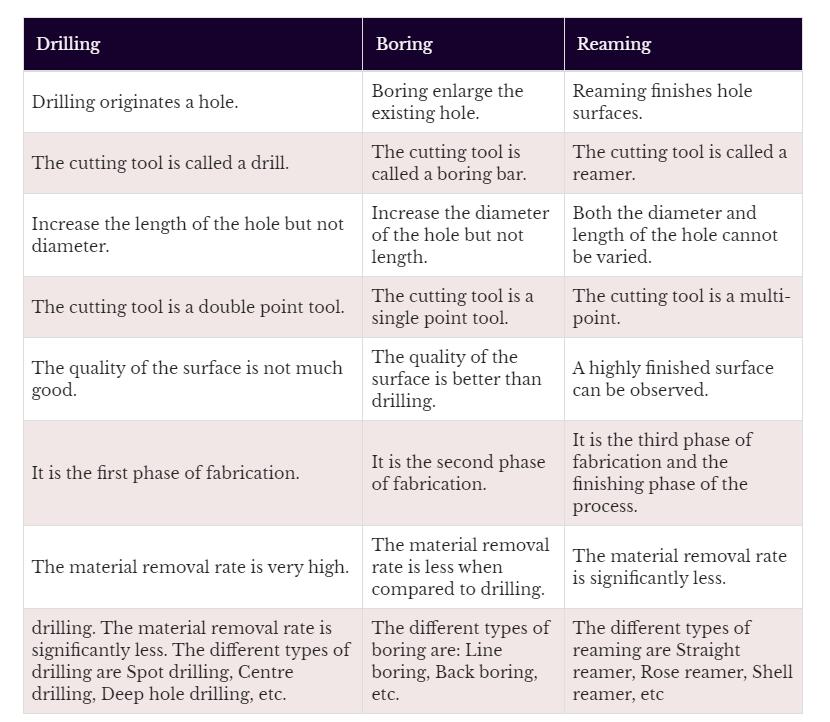
Depending on the size and accuracy requirements, the machining of macro-size holes on solid surfaces requires several different metal cutting operations. Drilling, boring, reaming, and honing are common processes used by manufacturing companies. All processes involve, to some extent, creating new holes in the workpiece or modifying existing holes. Drilling is the process of drilling, while boring enlarges the diameter of an existing hole. Reaming and honing are used to improve the surface finish and tolerances of existing holes. The following sections will discuss the similarities and differences between drilling, reaming, boring and honing processes.
Drilling
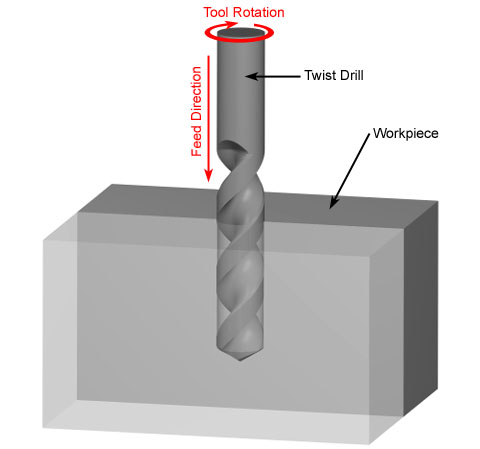
The drilling accuracy is low, generally only IT13~IT11, and the surface roughness is also relatively large, Ra is generally 50~12.5 m. But the drilling metal removal rate is high, and the cutting efficiency is high. Drilling is mainly used to process holes with low quality requirements, such as bolt holes, threaded bottom holes, and oil holes. For holes that require high machining accuracy and surface quality, they should be realized by reaming, boring or grinding in the subsequent processing.
Drilling has the following technological characteristics:
1. The drill bit is easily deflected.
When drilling on a drilling machine, it is easy to cause the axis of the hole to be offset and not straight, but the diameter of the hole does not change significantly; when drilling on a lathe, it is easy to cause the change of the diameter of the hole, but the axis of the hole is still straight. Therefore, the end face should be processed before drilling, and a taper hole should be pre-drilled with a drill or a center drill to facilitate the centering of the drill. When drilling small holes and deep holes, in order to avoid the deviation and non-straightness of the axis of the hole, the workpiece rotation method should be used for drilling as much as possible.
2. The aperture is easy to expand.
The unequal radial forces of the two cutting edges of the drill bit during drilling will cause the hole diameter to expand; the cutting deviation during drilling of the horizontal lathe is also an important reason for the hole diameter expansion; in addition, the radial runout of the drill bit is also the reason for the hole diameter expansion.
3. The surface quality of the holes is poor.
Drilling chips are relatively wide and are forced to spiral into the hole. When they flow out, they will rub against the hole wall and scratch the processed surface.
4. Large axial force during drilling.
This is mainly caused by the chisel edge of the drill. Therefore, when the drilling diameter is d>30mm, the drilling is generally carried out in two times. Drill (0.5~0.7)d for the first time, and drill to the required hole diameter for the second time. Since the chisel edge does not participate in cutting for the second time, a larger feed can be used to improve the surface quality and productivity of the hole.
Reaming
Reaming is a cutting process that involves using a rotating cutting tool to create a smooth inner wall in an existing hole in a workpiece. Rotary cutting tools used for reaming are called reamers. Like drill bits, reamers can also remove material from the work piece on which they are used. However, the reamer removes much less material than the drill bit. The main purpose of reaming is to create smooth walls in existing holes.
Reaming is a finishing method for holes on the basis of semi-finishing (reaming or semi-finishing boring). Compared with grinding and boring, reaming productivity is high, and the accuracy of the hole is easily guaranteed. However, reaming cannot correct the position error of the hole axis, and the position accuracy of the hole should be guaranteed by the previous process. The size tolerance of the reaming hole can reach IT9~IT6, and the surface roughness value can reach Ra3.2~0.2μm.
Boring
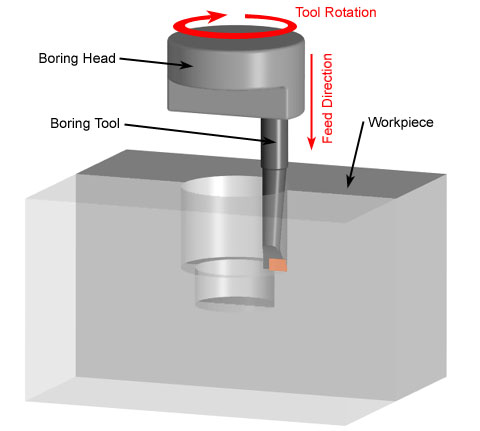
Boring is a cutting process that involves the use of a single-point cutting tool or boring head to enlarge an existing hole in a workpiece. This is in sharp contrast to drilling, which is to create an initial hole in the workpiece.
The boring hole diameter is not limited by the tool size, and the boring error correction ability is strong. Multiple cutting can correct the deviation error of the original hole axis, and the boring hole is consistent with the positioning surface. High positioning accuracy.
The processing range of boring is very wide, and holes of different sizes and different accuracy levels can be processed. For holes and hole series that require large diameter, size and position accuracy, boring is a good processing method. The boring accuracy is IT9~IT7, and the surface roughness is Ra 3.2~0.8m. Boring can be used in boring machines, lathes, milling machines and other machine tools, with strong flexibility and wide production applications.
Process characteristics of boring
(1) The adaptability of boring is strong.
Boring can be carried out on the basis of drilling, casting and forging holes. The range of achievable dimensional tolerance grades and surface roughness values is wide; except for small and deep holes, holes of various diameters and various types of structures can almost be bored.
(2) Difficult to control boring quality
Boring can effectively correct the position error of the original hole, but because the diameter of the boring bar is limited by the hole diameter, its rigidity is generally poor, easy to bend and vibrate, so the control of boring quality (especially long and thin holes) is not as convenient as reaming .
(3) The productivity of boring is low.
Because boring requires multiple passes with a smaller depth of cut and feed to reduce the bending deformation of the tool bar, and boring on boring and milling machines requires adjusting the radial position of the boring tool on the tool bar, so The operation is complicated and time-consuming.
(4) Boring is widely used in the hole processing of various parts in single-piece and small-batch production.
In mass production, boring the bearing holes of the bracket and box body requires a boring die.
(source from https://thehemloft.com/drilling-vs-boring-vs-reaming/)
Honing
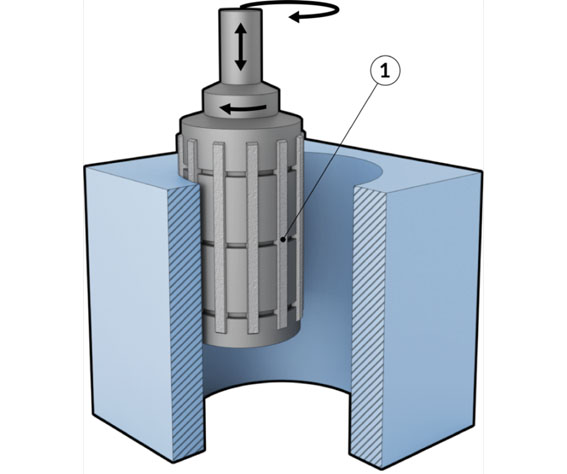
Honing is the use of a honing head with a honing rod to polish the hole. Honing has a wide range of applications. It can process cast iron, hardened and unhardened steel, bronze, etc., but it is not suitable for processing plastic metals that are easy to block oilstone. The diameter of honing process is Φ5~Φ500mm, and deep holes with L/D>10 can also be processed. Therefore, it is widely used to process engine cylinders, hydraulic cylinders and various barrel holes.
Honing process characteristics
- Honing can achieve higher dimensional accuracy and shape accuracy, and the machining accuracy is IT7~IT6. The roundness and cylindricity errors of the hole can be controlled, but honing cannot improve the position accuracy of the hole being machined.
- High surface quality can be obtained by honing, the surface roughness Ra is 0.2~0.025 m, and the depth of the surface metal deterioration defect layer is very small (2.5~25 m).
- Compared with the grinding speed, the circumferential speed of the honing head is not high (VC=16~60m/min). However, due to the large contact area between the honing belt and the workpiece and the high reciprocating speed (VA=8~20m/min), the honing efficiency is still relatively high.
Very good
Great job guys, perfect for a general reminder of the advantages and limitations.