

Quenching is a metal heat treatment process in which the metal workpiece is heated to a certain temperature and maintained for a period of time, and then immersed in the quenching medium for rapid cooling. Quenching can improve the hardness and wear resistance of metal workpiece, so it is widely used in all kinds of tools, dies, measuring tools and parts requiring surface wear resistance.
What Is Quenching?
Quenching is a heat treatment process that heats the steel above the critical temperature, holds it for a certain period of time, and then cools it at a rate greater than the critical cooling rate, so as to obtain an unbalanced structure dominated by martensite (or bainite or single-phase austenite as required). Quenching is the most widely used process in steel heat treatment.
There are four basic processes for heat treatment of steel: annealing, normalizing, quenching and tempering.
Purpose Of Quenching
It is to make the undercooled austenite undergo martensite or bainite transformation to obtain martensite or bainite structure, and then cooperate with tempering at different temperatures to greatly improve the rigidity, hardness, wear resistance, fatigue strength and toughness of steel, so as to meet the different use requirements of various mechanical parts and tools. It can also meet the special physical and chemical properties such as ferromagnetism and corrosion resistance of some special steels by quenching.
The metal heat treatment process is to heat the metal workpiece to a certain temperature and maintain it for a period of time, and then immerse it in the quenching medium for rapid cooling. Common quenching media include brine, water, mineral oil, air, etc. Quenching can improve the hardness and wear resistance of metal workpieces, so it is widely used in various tools, dies, measuring tools and parts requiring surface wear resistance (such as gears, rollers, carburized parts, etc.). Through quenching and tempering at different temperatures, the strength, toughness reduction and fatigue strength of metals can be greatly improved, and the coordination between these properties (comprehensive mechanical properties) can be obtained to meet different use requirements.
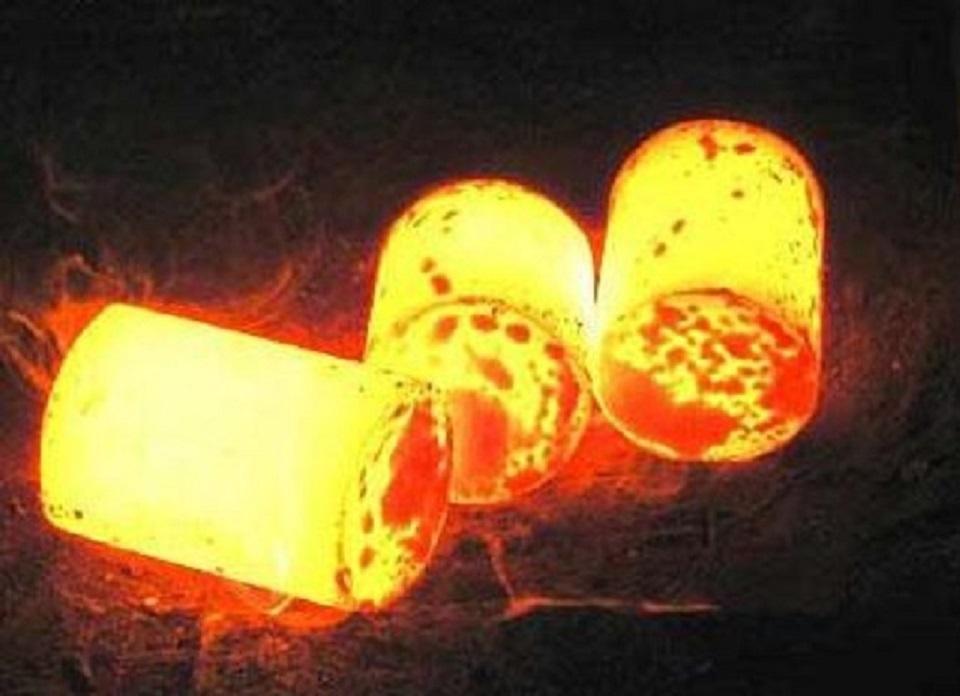
In addition, quenching can also make some special properties of steel obtain certain physical and chemical properties, such as quenching to enhance the ferromagnetism of permanent magnet steel, stainless steel to improve its corrosion resistance and so on. Quenching process is mainly used for steel parts. When the commonly used steel is heated above the critical temperature, the original structure at room temperature will be completely or mostly transformed into austenite. Then the steel is immersed in water or oil for rapid cooling, and austenite is transformed into martensite. Compared with other structures in steel, martensite has the highest hardness. Rapid cooling during quenching will cause internal stress in the workpiece, and when it is large to a certain extent, the workpiece will be distorted or even cracked. Therefore, it is necessary to choose a suitable cooling method. According to the cooling method, the quenching process is divided into single liquid quenching, double medium quenching, martensite step quenching and bainite isothermal quenching.
Quenching Method
Single Medium Quenching
The workpiece is cooled in a medium, such as water quenching and oil quenching. The advantages are simple operation, easy mechanization and wide application. The disadvantage is that the quenching stress in water is large, and the workpiece is easy to deform and crack; Quenching in oil, the cooling speed is small, the quenching diameter is small, and large workpieces are not easy to harden.
Double Medium Quenching
The workpiece is cooled to about 300 ℃ in a medium with strong cooling capacity, and then cooled in a medium with weak cooling capacity, such as water quenching before oil quenching, which can effectively reduce the internal stress of martensite transformation and the tendency of workpiece deformation and cracking. It can be used for quenching workpieces with complex shape and uneven cross-section. The disadvantage of dual liquid quenching is that it is difficult to master the time of dual liquid conversion. It is easy to harden if the conversion is too early, and it is easy to crack if the conversion is too late. In order to overcome this shortcoming, the step quenching method was developed.
Step Quenching
The workpiece is quenched in a low-temperature salt bath or alkali bath furnace. The temperature of the salt bath or alkali bath is near the MS point. The workpiece stays at this temperature for 2min ~ 5min, and then it is taken out for air cooling. This cooling method is called graded quenching. The purpose of staged cooling is to make the temperature inside and outside the workpiece more uniform, and carry out martensitic transformation at the same time, which can greatly reduce the quenching stress and prevent deformation and cracking. The classification temperature was previously set at a point slightly higher than Ms. after the temperature inside and outside the workpiece was uniform, it entered the martensite zone. It is improved to grade at a temperature slightly lower than Ms. Practice shows that the effect of grading below MS point is better. For example, high carbon steel moulds are widely used because they can be quenched in 160 ℃ alkali bath with small deformation.
Isothermal Quenching
The workpiece is quenched in an isothermal salt bath, and the salt bath temperature is at the lower part of the bainite zone (slightly higher than MS). The workpiece stays isothermal for a long time until the bainite transformation is completed, and then it is taken out for air cooling. Isothermal quenching is used for steels above medium carbon in order to obtain lower bainite to improve strength, hardness, toughness and wear resistance. Low carbon steel generally does not adopt isothermal quenching.