

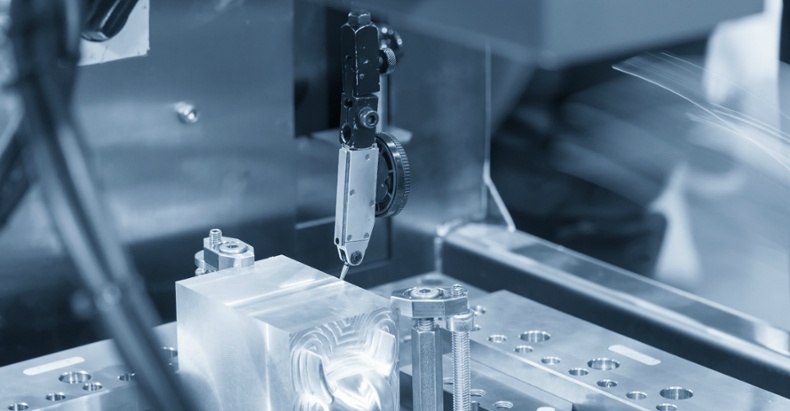
When milling, turning and grinding cannot complete the task, manufacturing engineers choose EDM. It is like a binary choice: if processing is not possible, choose EDM. EDM and traditional crafts go hand in hand. The wire cutting rate of wire cutting is lower than that of milling or turning, but the craft scores higher in other aspects.
Compared with traditional processing, the advantages of EDM include:
Machining Complex Shapes
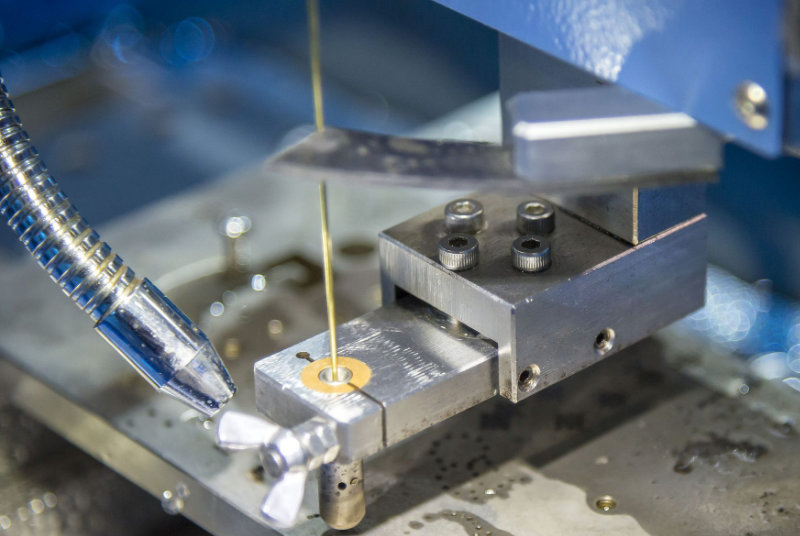
When using EDM, there is no cutting force and neither the tool nor the workpiece will rotate. In addition, wire cutting processing is usually performed using wires with a diameter of 0.010 inches. This all means:
- Thin walls are possible.
- Cut the inner corner with a small radius.
- Use a wire cutting machine to cut the slits in the extrusion die.
- Use sinking EDM to produce bags with blind holes and high aspect ratios.
- Create non-circular openings and holes.
- It replaces the broaching of 2D shapes such as gears.
Processing Hard Materials
The material hardness has almost no effect on the wire EDM speed and does not limit the geometry of the part. Tungsten carbide, tool steel, Inconel and any metal harder than RC38 are ideal for slow and expensive conventional machining.
A special benefit is the ability to adjust the part to its final size after heat treatment. This eliminates the deformation caused by hardening and stress relief.
High Surface Finish
Unlike traditional processes, the EDM surface has a very random texture. This is advantageous when directionality or “layout” may affect product performance. In addition, EDM can produce a smooth surface of 5 RMS or about 4 microinch Ra. (This requires multiple skimming, so the cutting speed of wire EDM must be very low.)
Reduce Costs
On the right job-complex 2D geometry, hard material-EDM saves costs compared to traditional processes. E.g:
No special tools required (save money and delivery time.)
Skimming passes eliminates secondary finishing operations.
Laminate layers to cut multiple parts simultaneously.
You can reuse the cut pieces instead of producing chips.
Avoid moving parts through multiple routine procedures. The final shape can be completed in one setting (this also improves accuracy).
Compared with conventional CNC machine tools, EDM can produce better results in the following specific engineering situations:
When Sharp Inner Corners Are Needed
As long as the correct wire type, tension and feed conditions are selected, EDM (especially wire-cut electric discharge machine tools) will play a role when processing sharp inner corners.
When using a traditional CNC machine tool, it is difficult to achieve sharp or square inner corners, because the cutting tools are usually round, leaving a rounded corner (radius) on the workpiece. There are ways to solve this problem, such as square end mills and single-sided undercuts, but machinists often accept the necessity of filleting internal corners.
Although the wire used in the wire EDM is also round, it is much thinner than CNC cutting tools and can almost form a square inner corner. Using wire EDM, the corner radius can be reduced to 0.005 inches.
When A Deep Cut Is Required
When using a conventional CNC machine tool, deep cutting and cavity milling require long cutting tools. However, a tool with a high aspect ratio can cause chatter (excessive tool vibration) and result in poor machining quality.
EDM provides a solution for deep cutting because it is not prone to chatter. In most cases, EDM can comfortably make holes with a length to diameter ratio of up to 20:1, but in some cases, the ratio may be as high as 100:1.
When The Workpiece Material Is Very Hard
One of the main uses of EDM is to process items such as molds, molds and even machine cutting tools themselves. These items are usually made of very hard materials, such as hardened steel or tungsten carbide, which are difficult to penetrate with cutting tools.
The advantage of EDM is that the hardness of these metals does not greatly affect the machine’s ability to meet tight tolerances.
Other metals that can be cut with EDM include Hastelloy (nickel-molybdenum alloy), titanium and Inconel alloy.
When Parts Need Mirror Polishing
The surface finish of the parts produced by EDM usually consists of pits or pits. However, by strictly controlling certain parameters, this process produces excellent mirror surface finish without polishing.
It is important that EDM does not produce a oriented surface with “layup” like traditional machining.
By performing EDM processing very slowly with low power, the size of shrinkage holes or pits can be significantly reduced. In the end it is possible to create a very smooth surface finish of about 5 RMS (4 microinch Ra).
When Making A Mold
When making molds, EDM is sometimes preferable to CNC machining, partly because it can accurately cut hard metals such as tool steel. Sometimes, a CNC milling machine or sinker EDM is used first, and then a wire EDM is used for detailed or deepest cuts.
Many injection molding companies combine CNC machining with EDM and choose according to their work.
When Tight Tolerances Are Required
Using EDM can simplify precision machining because it can achieve very tight tolerances. Importantly, since there is no physical contact, the workpiece is unlikely to be deformed by EDM.
Through multiple processing, EDM can reach a tolerance of +/- 0.0002 inches. However, the cutting speed needs to be greatly reduced to ensure the highest accuracy.