

Screws still play an important role in the machinery industry. To connect the screw to another component, an internal thread is required. It is also possible to cut threads on the outer surface of the machined part. Threads allow parts to be easily connected together at low cost. Manufacturers use various methods to manufacture them for use with dozens of different types of fasteners.
In this article, we will introduce what is the thread in manufacturing, thread type, thread milling skills, precautions and advantages.
What Is A Thread in Engineering And Manufacturing?
A thread is a continuous spiral ridge with a uniform cross-section formed on the inner (nut) or outer (screw or bolt) surface of a cylinder or cone. The profile of the thread consists of the crest (the top of the thread), the root (the bottom of the thread) and the flank (connecting the crest and the root).
Thread refers to a continuous spiral ridge. The spiral ridge has a uniform cross-section on the different surfaces of the cylinder or cone. It can be formed on the surface of the nut (inside) or screw/bolt (outside).
The main function of the thread is to act as a coupling between the two mechanisms. When you think of your water bottle cap, you get a nice picture of the thread. The cap and cap are combined to form a tight water seal.

Thread Type:
According to different classification standards, there are many types of threads. Machine threads and spacing threads are commonly used for fasteners. UNF (fine) thread and UNC (coarse) thread are the standard series in the unified thread system.
UNC (Coarse Thread): 20 threads per inch (tpi)
UNF (fine pitch): 28 tpi
UNEF (Ultra Fine Pitch): 32 tpi
Here we talk about internal threads and external threads.
Internal Thread
Internally machined threads are threads on the inner surface or concave surface. These types of threads are machined with single-lip thread cutters. Some internal threads use traditional thread taps. The tap is a metal tool used to cut internal threads on CNC machined parts.
External Thread
External threads are also called threads, which are threads on the outside of a cone or cylinder. Common external threads include screws, plug gauges, bolts or studs. For parts that meet the turning conditions, the external thread can extend through the length of the part.
What Is Thread Milling?
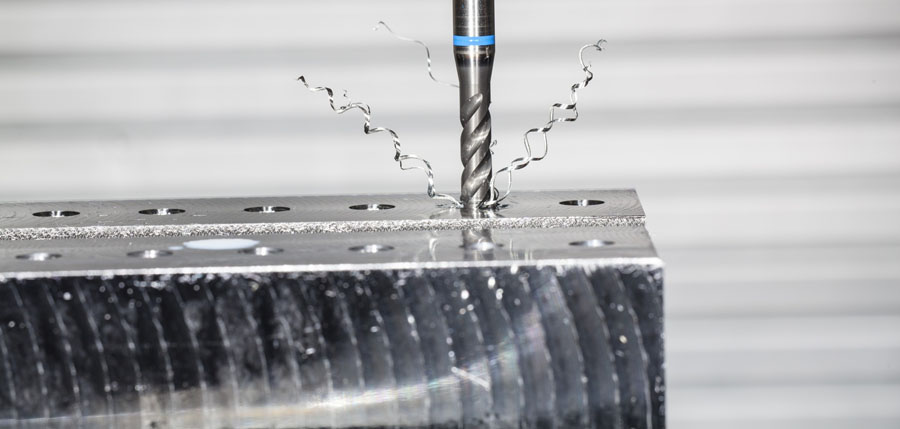
Thread milling is a metal processing operation that produces internal and external threads of different sizes through the circular motion of a rotating tool. The pitch is produced by one circle of lateral movement.
Unlike tapping, thread milling is mainly used for larger holes. However, today’s solid carbide thread milling cutters can also process small threaded holes. The same tool can be used to process left-hand and right-hand threads of various threads, with high precision and good surface finish.
For thread milling, there are two tools to choose from: solid carbide tools or indexable tools. Solid carbide tools are mainly used for smaller hole sizes, because indexable tools are generally not suitable for holes with a diameter of 0.625 inches or smaller. In terms of investment, solid carbide thread milling cutters are usually more expensive than indexable cutters, but they can be cost-effective depending on the required quality and batch size. However, for indexable tools, after purchasing the thread milling cutter body, the cost of thread production is only to replace the blade.
Precautions For Thread Milling
Thread milling is the interpolation of thread milling cutters around or inside the workpiece to create the desired thread shape on the workpiece. Multiple radial passes during milling can provide good chip control. But remember that thread milling needs to be performed on a machine that can move on the X, Y, and Z axes at the same time.
Thread Milling Advantages
Better Thread Quality:
Thread milling can provide better thread quality than tapping because it provides better chip evacuation. Tapping uses a tool of the same size as the thread to force the chips to pass through the thread for chip removal.
Flexible Tool:
The same tool can be used to produce internal and external threads, as can the tool holder. In addition, you can use the same tool to make threads of different diameters, as long as the pitch is the same.
Safe Machining Operations:
Short chips and low cutting forces minimize the risk of machining stops. If there is a tool failure, the workpiece is unlikely to be damaged, because the diameter of the thread milling cutter is smaller than the thread, so the tool will not get stuck.
Difficult To Machining Materials:
Superior cutting conditions enable thread milling of materials such as hardened steel with hardness up to HRC 65, titanium and other materials considered difficult to machine.
Blind Hole Thread Machining:
Thread milling will produce a complete thread profile from the top to the bottom of the hole. But when tapping, you must drill deeper, because the tap begins to form a complete thread profile on the third thread.