

Machining accuracy refers to the degree to which the actual geometric parameters (size, shape and position) of the part after machining are in line with the ideal geometric parameters specified in the drawings. The higher the degree of this conformity, the higher the machining accuracy.
In machining, due to the influence of various factors, it is actually impossible to process every geometrical parameter of the part to be completely consistent with the ideal geometrical parameter, and there will always be some deviations. This deviation is the machining error.
Today we will introduce from the following three aspects:
- Methods of Obtaining Dimensional Accuracy of Parts
- Methods to obtain shape accuracy
- How to get position accuracy
Methods of Obtaining Dimensional Accuracy of Parts
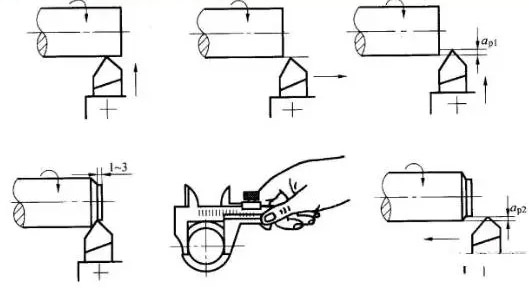
(1) Trial Cutting Method
That is, first try to cut a small part of the machined surface, measure the size obtained by the test cut, adjust the position of the cutting edge of the tool relative to the workpiece according to the processing requirements, then try the cut, and then measure, after two or three trial cuts and measurements, when the machine is processed After the required size is reached, the entire surface to be machined is cut.
The trial cutting method is repeated until the required dimensional accuracy is achieved through “trial cutting-measurement-adjustment-retry-cutting”. For example, the trial boring processing of the box hole system.
The precision achieved by the trial cutting method may be very high, it does not require complicated devices, but this method is time-consuming (requires multiple adjustments, trial cutting, measurement, calculation), low efficiency, and depends on the technical level of workers and the accuracy of measuring instruments , The quality is unstable, so it is only used for single-piece small batch production.
As a type of trial cutting method – matching, it is based on the processed workpiece, processing another matching workpiece, or a method of combining two (or more) workpieces for processing. The requirements for the final processed size in the matching process are based on the matching requirements with the processed parts.
(2) Adjustment Method
The exact relative positions of machine tools, fixtures, tools and workpieces are adjusted in advance with samples or standard parts to ensure the dimensional accuracy of the workpiece. Because the size is adjusted in place in advance, during processing, there is no need to try cutting, the size is automatically obtained, and remains unchanged during the processing of a batch of parts, this is the adjustment method. For example, when using a milling machine fixture, the position of the tool is determined by the tool setting block. The essence of the adjustment method is to use the fixed-range device or the tool setting device on the machine tool or the pre-adjusted tool holder to make the tool reach a certain positional accuracy relative to the machine tool or fixture, and then process a batch of workpieces.
Feeding the tool on the machine tool according to the dial and then cutting is also a kind of adjustment method. This method needs to first determine the scale on the dial according to the trial cut method. In mass production, the tool setting devices such as fixed-range stops, samples, and templates are often used to adjust.
The adjustment method has better machining accuracy and stability than the trial cutting method, and has higher productivity. It does not require high machine tool operators, but it has high requirements for machine tool adjustment workers. It is often used in batch production and mass production.
(3) Sizing Method
The method of using the corresponding size of the tool to ensure the size of the workpiece to be machined is called the sizing method. It is processed with a standard size tool, and the size of the machined surface is determined by the tool size. That is, a tool with a certain dimensional accuracy (such as a reamer, a reaming drill, a drill, etc.) is used to ensure the accuracy of the machined part (such as a hole) of the workpiece.
The sizing method is easy to operate, has high productivity, and has relatively stable machining accuracy. It has almost nothing to do with the technical level of workers, and has high productivity. It is widely used in various types of production. Such as drilling, reaming, etc.
(4) Active Measurement Method
In the process of processing, measuring the processing size while processing, and comparing the measured results with the size required by the design, or make the machine tool continue to work, or stop the machine tool, this is the active measurement method.
Currently, values in active measurement can be displayed digitally. The active measurement method adds the measurement device to the process system (ie, the unity of the machine tool, the tool, the fixture and the workpiece), which becomes its fifth factor.
The active measurement method has stable quality and high productivity, which is the development direction.
(5) Automatic Control Method
This method is composed of measuring device, feeding device and control system. It is an automatic processing system composed of measuring, feeding device and control system, and the processing process is completed automatically by the system.
A series of tasks such as dimension measurement, tool compensation adjustment, cutting, and machine tool parking are automatically completed to automatically achieve the required dimensional accuracy. For example, when machining on a CNC machine tool, the parts control the machining sequence and machining accuracy through various instructions of the program.
Methods To Obtain Shape Accuracy
1) Trajectory Method
This processing method uses the trajectory of the tool tip movement to form the shape of the machined surface. Ordinary turning, milling, planing and grinding belong to the tool nose trajectory method. The shape accuracy obtained with this method mainly depends on the accuracy of the forming movement.
2) Forming Method
The shape of the machined surface is obtained by using the geometry of the forming tool to replace some of the forming movements of the machine tool. Such as forming turning, milling, grinding, etc. The shape accuracy obtained by the forming method mainly depends on the shape of the cutting edge.
3) Expansion Method
The shape of the machined surface is obtained by using the envelope surface formed by the generating movement of the tool and the workpiece, such as gear hobbing, gear shaping, gear grinding, knurling, etc. The shape accuracy obtained by this method mainly depends on the shape accuracy of the blade and the accuracy of the generating motion.
How To Get Position Accuracy
In machining, the accuracy of the position of the machined surface to other surfaces is mainly determined by the clamping of the workpiece.
1) Directly Look For The Formal Clip
This method is a clamping method in which the position of the workpiece is directly located on the machine tool with a dial indicator, a scribing disc or a visual inspection.
2) Mark The Line To Find The Correct Clamp
This method is to first draw the center line, symmetry line and processing line of each surface to be machined on the blank according to the part drawing, then install the workpiece on the machine tool, and align the clamping position of the workpiece on the machine tool according to the drawn line.
This clamping method has low productivity, low precision, and high technical level of workers. It is generally used for processing complex and heavy parts in single-piece small batch production, or when the dimensional tolerance of the blank is large and cannot be directly clamped with a fixture.
3) Clamp With A Jig
The fixture is specially designed according to the requirements of the process to be processed. The positioning elements on the fixture can quickly occupy the correct position of the workpiece relative to the machine tool and the tool, and the clamping and positioning accuracy of the workpiece can be ensured without alignment. The positioning accuracy is high, but it needs to design and manufacture special fixtures, which are widely used in batch and mass production.