

1. Bouncing
Bouncing cutter refers to the relatively large vibration of the tool due to excessive force. The hazard caused by bouncing cutter is to cause over-cutting of the workpiece and damage to the tool. When the tool diameter is small and the tool shaft is too long or the force is too large, the phenomenon of bouncing cutter will occur. If a reasonable tool and processing method are used, the chance of bouncing cutter can be reduced.
There are 3 main factors affecting tool deformation:
1) Length of cutting tool
2) Tool diameter
3) The force of the tool
1. Length of cutting tool
For a tool of the same diameter, when the length of the tool is doubled, its deformation will increase by 3 times. When machining, shorten the length of the tool as much as possible to reduce the risk of bouncing cutter.
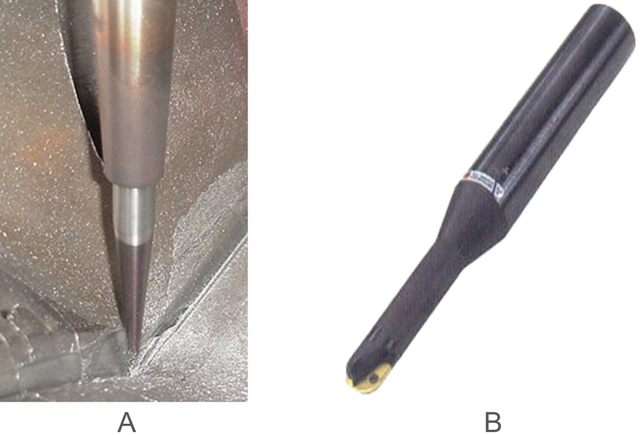
2. Tool diameter
For a tool of the same length, when the tool diameter is reduced by one time, its deformation will increase by 4 times. When processing, if possible, choose large-diameter tools or use reinforced tools for processing as much as possible to reduce the risk of snapping tools. (As shown in the figure below: A uses hot wire and tapered neck knives, and B uses a tool with a strong handle for processing)
3. The force of the tool
The deformation of the tool is directly proportional to the force it receives during machining. Reducing the force received by the tool can reduce the chance of snapping the knife. To reduce the force on the tool, it is necessary to reduce the contact area between the tool and the workpiece.
Example of reducing force
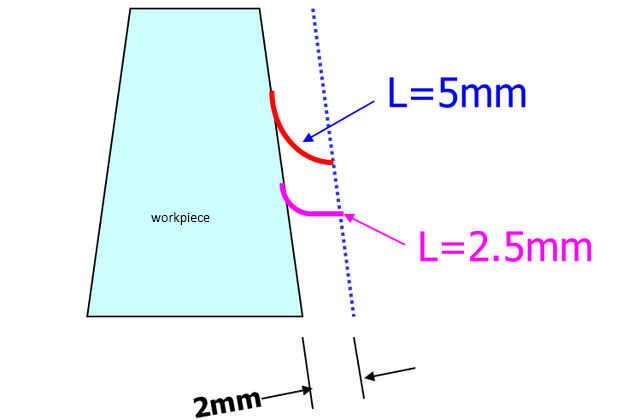
When machining deeper positions, a smaller feed rate and fine R-angle cutter can be used to reduce the force on the cutter during processing, so as to reduce the risk of snapping the knife.
The following figure shows the comparison of the contact position with the mold material when the D50R6 tool and the D50R0.8 tool are processed at the same depth. It can be seen that the use of a fine R-angle tool to process a deep workpiece can reduce the cutting force more than a large R-angle tool.
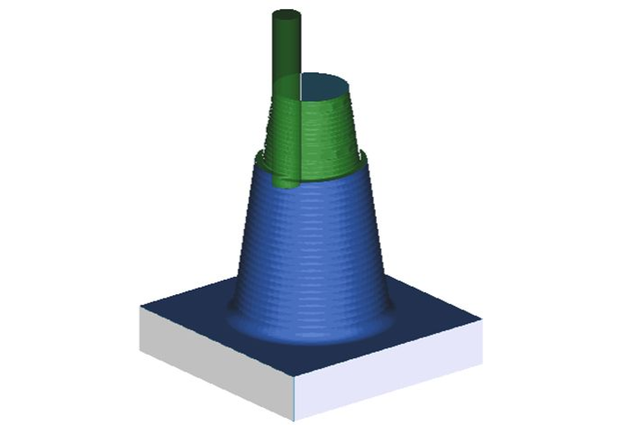
Reduce the amount of cutting tool (that is, the overall depth of each tool). When the machining depth is greater than 120mm, the tool must be installed twice, that is, first install a short toolholder to process to a depth of 100mm, and then install an extended toolholder to process below 100mm Part, and set a small amount of cutter.
2. Hitting
Hitting cutter means that the cutting amount of the tool is too large. In addition to the cutting edge, the tool bar also hits the workpiece. The main reasons for the tool collision are the unreasonable safety height setting or the safety height not set at all, the improper processing method selected, the improper use of the tool, and the margin setting for the second roughing is smaller than the margin for the first roughing setting, etc.
1) Too much cutting amount
Solution:
Reduce cutting amount. The smaller the diameter of the tool, the smaller cutting amount that should be eaten. Under normal circumstances, cutting amount for each rough opening of the mold is not more than 0.5mm, and cutting amount for semi-finishing and finishing is smaller.
2) Choosing an improper processing method
Change the mode of contour milling to the mode of cavity milling. When the machining allowance is greater than the tool diameter, the contour milling method cannot be selected.
3) Improper safety height setting, hitting the clamping while lifting the tool
Solution:
- The safety height should be greater than the clamping height.
- In most cases, it is not possible to select the “direct” tool advance and retreat mode, except for special workpieces.
4) Improper setting of secondary roughing margin
The margin for the second roughing should be generally 0.05mm larger than the margin for the first roughing. If the margin of the first roughing is 0.3mm, the margin of the second roughing should be 0.35mm. Otherwise, the tool bar will easily hit the upper side wall.
In addition to the above-mentioned reasons,hitting cutter can occur when repairing scissors roads, so try not to repair scissors roads. The most direct consequence of tool collision is to damage the tool and workpiece, and even more serious may damage the spindle of the machine.
3. Overcutting
Overcutting means that the tool also cuts the parts that cannot be cut, causing the workpiece to be damaged. There are many reasons for the over-cutting of the workpiece, mainly including the low precision of the machine tool, hitting cutter, bouncing cutter, improper tool, etc. In addition, if the operator is not accurate in setting the cutter, it may also cause overcutting.
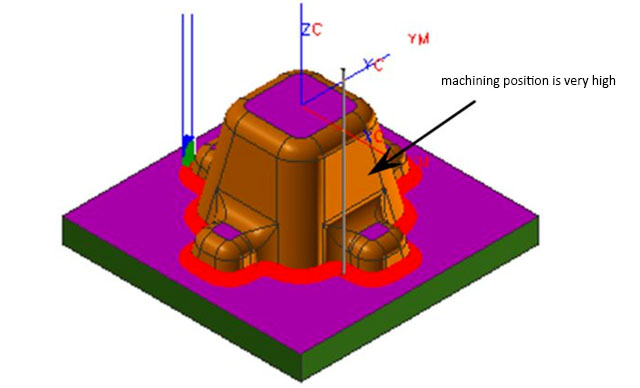
The situation shown in the figure below is an overcut caused by improper safety height setting.
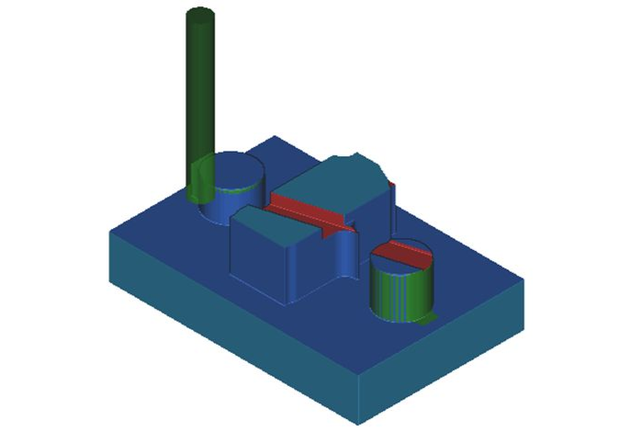
When programming, you must be careful and meticulous. After completing the program, you need to check the tool path in detail to avoid overcutting, otherwise it will scrap the mold or the damage the machine.
As a professional CNC machining manufacturer, SANS Machining specialize in small quantity machined part for more than 10 years, we can provide milling, turning, grinding and EDM service. All the parts are produced as your drawings, no MOQ.