

In recent years, CNC machining has completely changed workshop practices. Almost any industry that relies on CNC machining of parts uses high-precision CNC machine tools themselves, or relies on professional machining services, which process raw materials into customized machining parts and process them into individual parts. It opens up a whole new world of possibilities for designers who design small and medium-sized mass-produced mechanical parts.
This early consideration helps reduce time and expense in the manufacturing process, which is critical when ordering thousands of parts.
If the part is a prototype, then the hasty design may result in expensive production costs and multiple redesigns before transitioning to mass production. To avoid these problems, please consider some design guidelines before submitting a small batch CNC machining quotation for manufacturing.
Price Considerations
The machine shop will determine the set price for preparing any production order. The data needs to be analyzed and programmed into the machine. Next, the operators prepare for their work and use the appropriate fixtures and tools to set up the project. These costs are distributed among the units in the order. The smaller the order, the higher the installation cost per unit. In addition, ordering smaller quantities of materials requires more investment per unit than ordering materials in bulk.
Another expense consideration for smaller orders has to do with how the machine shop processes the order. The larger the order, the more the workshop will look for ways to improve production efficiency. However, these methods are not cost-effective in small batch production, because small batch production will be produced at one time, thereby increasing the unit cost.
Design Criteria
There are some design strategies to keep in mind to make parts easier to manufacture:
Inner Angle:
The sharper the inner corner of the part, the smaller the tool. Smaller tools mean more milling passes are required to remove material, which increases time and cost. Machinists can use larger tools to mill design parts to speed up the machining process. This can be achieved by specifying larger rounded corners instead of sharp inner corners.
Hole
Machine operators use drills and end mills to machine CNC parts. When determining the diameter of the hole in the design, use a standard drill bit of standard size measured in metric or imperial units as a guide. Technically, any diameter can exceed one millimeter. When a very forgiving hole is required, engineers can use finishing reamers and boring cutters. It is recommended for holes with a standard diameter of less than about 20 mm.
Threads
For the design of CNC machined parts, the recommended thread size is M6 or larger, but the minimum can only be M2. The machine operator uses a CNC thread tool to cut the thread to M6, thereby reducing the risk of tap interruption. Can be cut into M2 taps and molds.
The recommended thread length and minimum nominal diameter are 1.5 times. For all threads below M6, you need to add an unthreaded length equal to 1.5 times its nominal diameter at the bottom of the hole. For threads larger than M6, the hole can be threaded over the entire length.
Inner Edge
The recommended vertical corner radius of the inner edge is one-third or more of the cavity depth. When using the recommended corner radius, a diameter tool that meets the recommended cavity depth guidelines will be used. The corner radius is slightly higher than the recommended number, and it can be cut along a circular path instead of a 90-degree angle, which provides an excellent finish for CNC machined parts.
Cavity Depth
CNC cutting tools cannot reach the inner surface beyond a certain depth. To avoid creating designs that cannot be machined, limit the depth of the cavity to four times the width of the tool.
Feature Alignment
The shape and contour of the part will determine the processing method and the required setting amount. The more complex the part, the higher the manufacturing cost. Simplifying the design will reduce the amount of repositioning necessary during processing. Repositioning parts not only increases manufacturing time and cost, but also introduces positional errors.
Don’t Over Design Tolerances:
Parts with specific tolerances are more expensive to produce than parts that rely on default tolerances. In some cases, these additional tolerances are chosen from repetitions, not because the design itself requires them. If your design does not require special tolerances, please do not use them.
If you want tighter tolerances, then you should also expect higher costs. The higher your requirements, the longer the CNC machining time of the parts, and more advanced CNC machine tools and inspection equipment must be used.
Material And Surface Finish:
Now, the cost of materials is more volatile than ever. The material you choose can not only reduce the overall production cost, but also shorten the production time (depending on its availability). Surface finish will also increase costs, so if your parts do not require a unique finish, please do not ask for it.
Thin Wall
Ideally, the wall of a CNC machined part should be at least 0.8 mm for metal and 1.5 mm for plastic, although it is technically possible to use a thickness of 0.5 mm.
Thinner walls will increase vibration during machining and reduce accuracy. Thinner plastic walls may also warp due to residual stress, or adjust due to temperature rise.
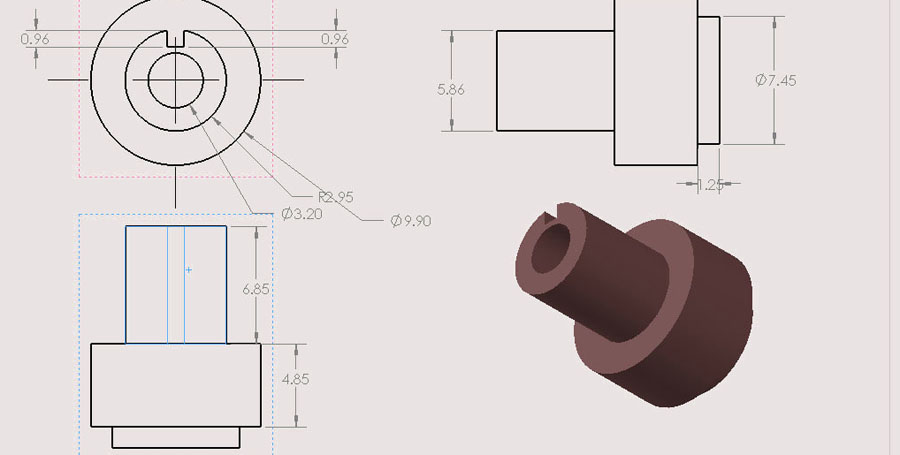
Drawings:
Including manufacturing engineering drawings in the CAD model will help speed up setup time by specifying threads, specific tolerances, surface finish or other notes and instructions.
Remember, the requirements of the final part determine the design. These guidelines only illustrate how to save time and money when the part design allows. The best option is to work with a CNC machining shop to design the most cost-effective parts for small batch orders.
SANS Machining have great advantages in small volume machined parts, we mainly provide machining service for custom automation industry and industrial trading company. So if you have related project, welcome to send drawing to us for free quotation.