
Custom fixtures play a critical role in precision machining. Whether used for aerospace components, medical devices, or high-tolerance industrial parts, a well-designed and accurately machined fixture directly impacts dimensional stability, repeatability, and production efficiency. Poorly manufactured fixtures lead to misalignment, vibration, scrap, and unnecessary downtime.
For manufacturers focused on tight tolerances and consistent quality, understanding the principles behind precision machining for custom fixtures is essential. Below are key considerations that help ensure fixture performance meets demanding production standards.
Start with Functional Design, Not Just Geometry
Precision machining begins long before the first chip is cut. Fixture performance depends heavily on functional design. Instead of focusing only on part geometry, engineers must evaluate clamping forces, support locations, datum referencing, and machining accessibility.
A fixture must fully constrain the workpiece without introducing distortion. Over-constraining a component can create internal stress, while under-constraining it leads to vibration and dimensional deviation. Proper application of the 3-2-1 locating principle ensures stability while maintaining machining accuracy.
Additionally, designers should consider tool clearance and chip evacuation during the early design phase. A beautifully machined fixture that restricts tool paths or traps chips will compromise machining precision.
Select the Right Material for Stability
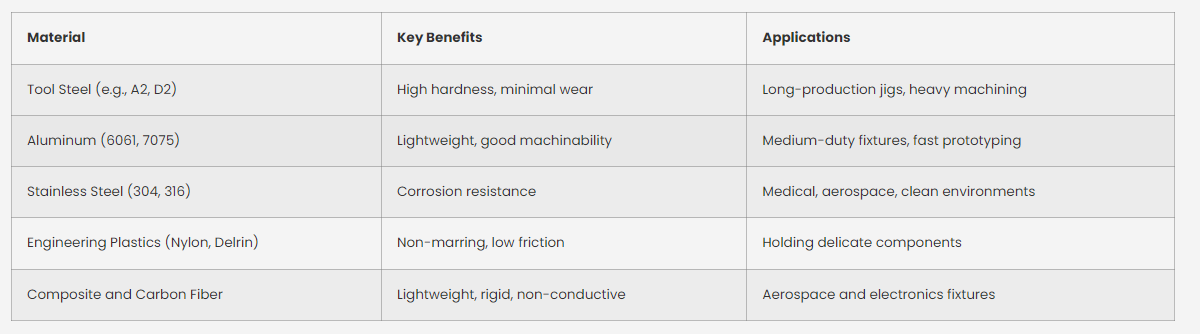
Material selection significantly affects fixture accuracy over time. Many custom fixtures are made from tool steel, aluminum, or alloy steel, depending on production volume and required rigidity.
For high-volume production or heavy cutting operations, hardened tool steel provides superior wear resistance and long-term dimensional stability. For lightweight fixtures or applications requiring faster machining, aluminum alloys such as 6061 may be sufficient, especially when surface-treated for durability.
Thermal stability is equally important. If the fixture and workpiece expand at different rates under machining heat, tolerance drift can occur. Matching material properties to the application environment helps maintain repeatable precision.
Control Machining Tolerances Strategically
Not every feature of a fixture requires ultra-tight tolerances. Precision machining should focus on critical locating surfaces, clamping interfaces, and datum points.
Key contact surfaces must be machined within strict flatness and perpendicularity limits to ensure consistent positioning. Grinding may be necessary for high-precision applications. Non-functional surfaces, however, can maintain standard tolerances to reduce unnecessary machining time and cost.
Strategic tolerance control prevents overprocessing while still achieving the required accuracy for repeatable production.
Minimize Vibration and Deflection
Vibration is one of the biggest threats to precision machining. Fixture rigidity directly influences surface finish, tool life, and dimensional accuracy.
To reduce vibration:
- Increase structural support in high-load areas
- Avoid thin walls in critical load-bearing sections
- Use rib reinforcement where possible
- Ensure proper clamping force distribution
In CNC machining environments, particularly during high-speed operations, even minor fixture deflection can result in micron-level deviations. Finite element analysis (FEA) during the design stage can help identify weak zones before manufacturing begins.
Optimize clamping to ensure rigidity, efficiency, and machining accessibility.
Clamping strategies not only affect dimensional accuracy but also determine machining efficiency. Clamping devices must counteract cutting forces while ensuring accessibility to the machining area. If the clamping device obstructs the toolpath, the operator may need to reposition the workpiece during machining, which increases clamping time and introduces machining variations.
Effective clamping considers:
* Direction of cutting forces (especially lateral forces from the milling cutter)
* Balance between clamping force and contact forces on the locating surfaces
* Operator ergonomics, including loading speed and ease of operation
* Quick-clamping devices can reduce cycle time and optimize workflow. For CNC machining, self-centering pneumatic or hydraulic clamping devices enable uniform pressure application and automated workpiece changes.
Clamping elements should be arranged so that forces are transmitted through the fixture to the base plate, rather than acting on the suspended areas of the workpiece. Chatter or vibration usually indicates insufficient clamping rigidity or improper distribution.
A good clamping method achieves maximum stability with minimal adjustments, ensuring the workpiece is securely held.
Incorporate Modular and Adjustable Features
In custom manufacturing, production requirements may evolve. Designing fixtures with modular or adjustable elements increases flexibility and long-term usability.
Replaceable locating pins, adjustable stops, and interchangeable clamping components allow minor dimensional variations without remachining the entire fixture. This approach reduces downtime and lowers lifecycle costs.
For prototyping or low-volume aerospace and robotics projects, modular fixture design significantly shortens lead time while maintaining precision.
Ensure Proper Surface Treatment and Finishing
Surface finishing is often overlooked in fixture manufacturing. However, precision-ground surfaces, anti-corrosion coatings, and wear-resistant treatments extend fixture life and maintain dimensional integrity.
For steel fixtures, heat treatment followed by grinding ensures both hardness and accuracy. Aluminum fixtures may benefit from anodizing to improve wear resistance and corrosion protection.
Surface roughness on locating areas should be tightly controlled, as irregularities directly affect repeatability.
Verifying Fixture Performance Through Prototyping and Trial Production
Before placing a fixture into full-scale production, it is critical to confirm that its design performs as intended in real machining conditions. Prototyping and controlled trial runs allow manufacturers to assess functionality, fit accuracy, and overall operational reliability.
Depending on project timelines and complexity, the prototype may be fully CNC machined to replicate final production conditions, or rapidly produced using additive manufacturing methods for initial fit verification and layout confirmation.
During pilot testing, several practical factors should be carefully evaluated:
- Whether the workpiece seats securely and consistently in its locating points
- Uniformity and balance of clamping force distribution
- Ease of loading and unloading from an operator’s perspective
- Machine stability, including vibration or chatter during cutting
- Dimensional consistency of parts after machining cycles
Input from machinists and production operators is particularly valuable during this stage. While CAD simulations and engineering analysis provide theoretical validation, real-world use often reveals subtle but critical details—such as inconvenient clamp access, inefficient part handling, or workflow bottlenecks.
Thorough validation ensures that the fixture performs reliably in an actual manufacturing environment, not just in a design model. Identifying and resolving issues at this stage prevents costly adjustments, downtime, or part rejection once production volumes increase.
Enhance Long-Term Precision with Wear-Resistant Features and Replaceable Components
Fixtures are subjected to repeated mechanical contact throughout production cycles. Continuous loading, unloading, and clamping gradually cause surface wear, which can compromise positioning accuracy and repeatability over time. To preserve long-term precision, fixture design should account for wear from the very beginning.
Engineers can improve durability and maintain alignment stability by integrating wear-resistant elements such as:
- Hardened steel contact pads
- Replaceable wear plates in high-friction zones
- Precision-ground dowel bushings for consistent positioning
- Ceramic or carbide-tipped locating points for extended service life
Rather than allowing critical locating surfaces to degrade, these modular wear components provide a practical solution. They are significantly more cost-effective to replace than remanufacturing an entire fixture and help maintain consistent part alignment across thousands of machining cycles.
In high-production environments, routine inspection of wear areas should be incorporated into preventive maintenance schedules. Monitoring surface condition and replacing worn elements according to documented service intervals prevents gradual accuracy drift.
Sustained precision is not achieved solely through initial machining quality—it also depends on thoughtful lifecycle planning. Designing for durability ensures that fixture performance remains stable as it ages under real manufacturing conditions.
Conclusion
Precision machining for custom fixtures is not just about tight tolerances—it is about stability, repeatability, and long-term performance. From material selection and tolerance control to vibration management and surface treatment, every decision influences the final production outcome.
A well-designed and precisely machined fixture improves dimensional consistency, reduces scrap rates, extends tool life, and enhances overall manufacturing efficiency. For industries such as aerospace, robotics, and medical device manufacturing, investing in high-quality custom fixtures is a strategic advantage rather than a secondary consideration.