



フライス盤の表面は平面、平面輪郭、曲面、穴、ねじなどである。 選択された加工方法は、部品の表面特性、必要な精度および表面粗さと両立させるべきである。

03
8月
8月
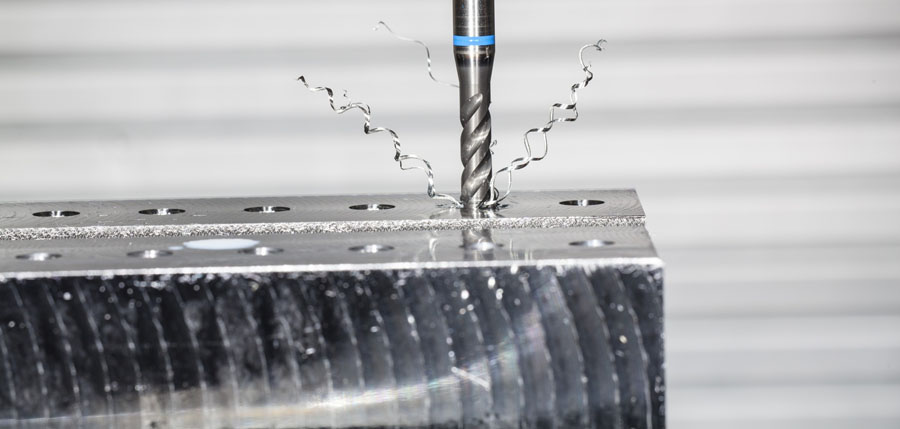
CNCフライス加工機で金属を切削する場合、切削工具は被加工物に切削し、切削材として切削加工される。
01
8月
8月
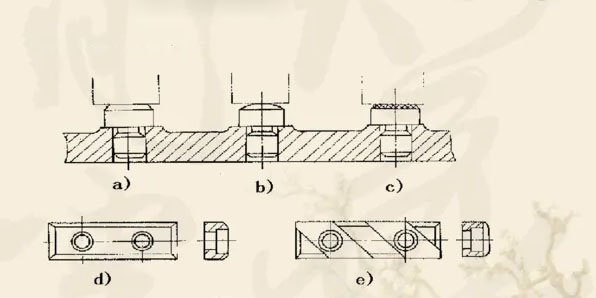
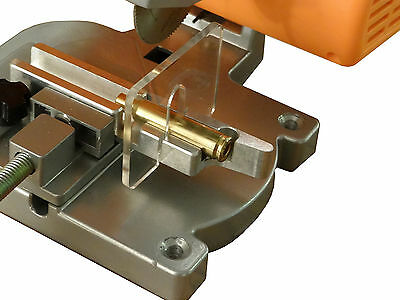
スレッドには多くの処理方法があります。 今日のスレッドミーリングの利点について話しましょう。
29
7月
7月
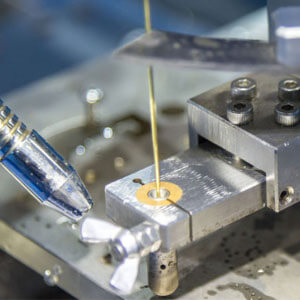
edmは硬質金属に重要であるので,ここでは加工精度に影響を及ぼす可能性のある放電加工技術を解析した。
27
7月
7月
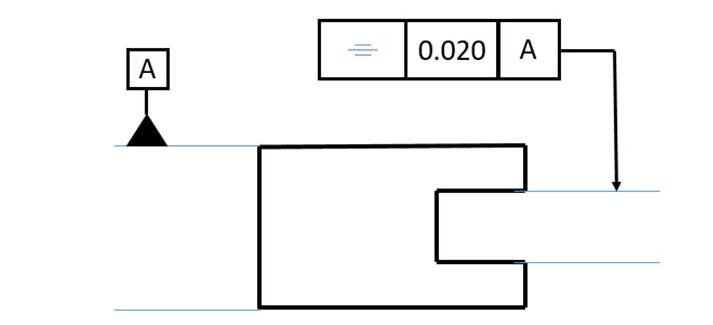
GD & T対称性は、部分機能がデータ面について対称であることを保証する3 D寛容です。
27
7月
7月
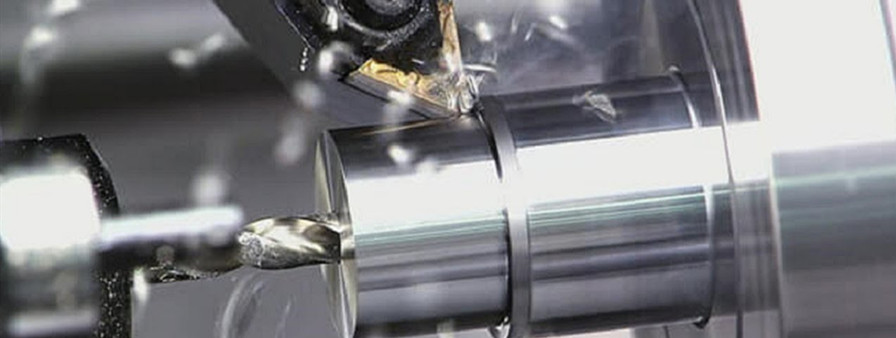
CNC旋削部品のために、品質は重要であるので、CNC旋盤を使うとき、品質を改善する方法?
25
7月
7月
薄肉部品のCNC加工工程における問題点

22
7月
7月
GD&Tには2種類の並列性がある。 それは表面や軸を制御するために使用しているかどうかに応じて、表面の平行度や軸平行度を参照できます。
20
7月
7月
機械は機械加工品の加工と生産において非常に重要な生産技術装置である。
20
7月
7月
機械加工の前に材料を硬化させることは、加工時間を増やして、ツール摩耗を増やします、しかし、完成した製品の強さまたは硬さを増やすために、鋼は機械の後に扱われることができます。 鋼の一般的な3つの加工技術を以下に示す。
18
7月
7月
この記事では、亜鉛めっきの基礎知識、ガルバノ化についての質問に答えること、そして亜鉛めっきが金属部品を改善する方法についての質問に答えます。
15
7月
7月
切削工具で金属を切断するのは、加工性と呼ばれる。 加工性の基礎を紹介した。

13
7月
7月
スレッドの2つの主要な種類、並列スレッドとテーパ糸があります。 平行な糸は、平行したプロフィールを持ちます。そして、部分を通して同じ直径を維持します。 テーパースレッドは、スレッドプロファイルとテーパーとしての直径の減少テーパテーパダウン。
11
7月
7月
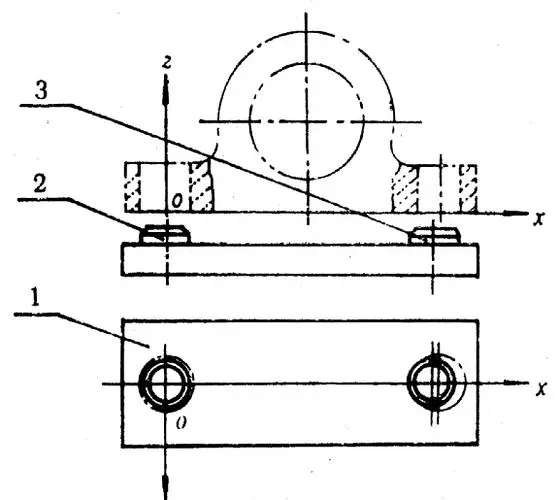
位置決め参照は、細かいリファレンスとラフリファレンスに分かれています:ラフリファレンスは、位置決め参照として空白上の未加工の表面を使用します。 ファインデータは、位置決めされたデータとして機械加工された表面を取ります。
08
7月
7月
今日我々が議論したい話題は、フィクスチャのCNCマシニングセンターの要件です。 以下に紹介します。

06
7月
7月
cnc機械加工には3種類の補償があるが,一般的な加工プログラムには3種類の補償の応用がある。
04
7月
7月
cnc機械加工には3種類の補償があるが,一般的な加工プログラムには3種類の補償の応用がある。

01
7月
7月
本論文では精度,精度,許容誤差などの概念を説明する精密金属加工のイン・アウトについて論じた。