

切削工具で金属を切断するのは、加工性と呼ばれる。 しかし,この特性を金属の被削性を決定する多くの因子により定量化することは困難である。 加工性の基礎を紹介します。 それが何であるか、加工性に影響する要因、金属加工性チャート、どのように加工性を改善し、どのように加工性を測定するか。
工作性とは何か
切削性は、切削工具、またはどのように簡単に金属を切断することで材料を切断する方法は簡単です。 満足している表面仕上げを提供している間、材料(主に金属)が切ることができるか、形をつけることができる方法を簡単に定めます。 優れた加工性を持つ材料は、カットするために非常に小さい力を必要とします。そして、滑らかな表面仕上げを生産して、ツールウェアを最小にします。 対照的に、より少ない加工性材料は、より高い切削力を必要とし、表面仕上げが不十分であり、摩耗工具を有する。 したがって、加工性の悪い材料は、処理に要するコストが高い。
アメリカ鉄鋼協会(AISI)は様々な材料のための160ブリネルB 1112鋼の被削性に対して100 %の被削性評価を確立した。 B 1112より高い被削性を有する金属は100 %以上であり、加工性の少ない金属は100 %以下である。 加工性評価は、各材料の正常切削速度、表面仕上げ、工具寿命の加重平均を測定することによって決定される。
金属加工性チャート
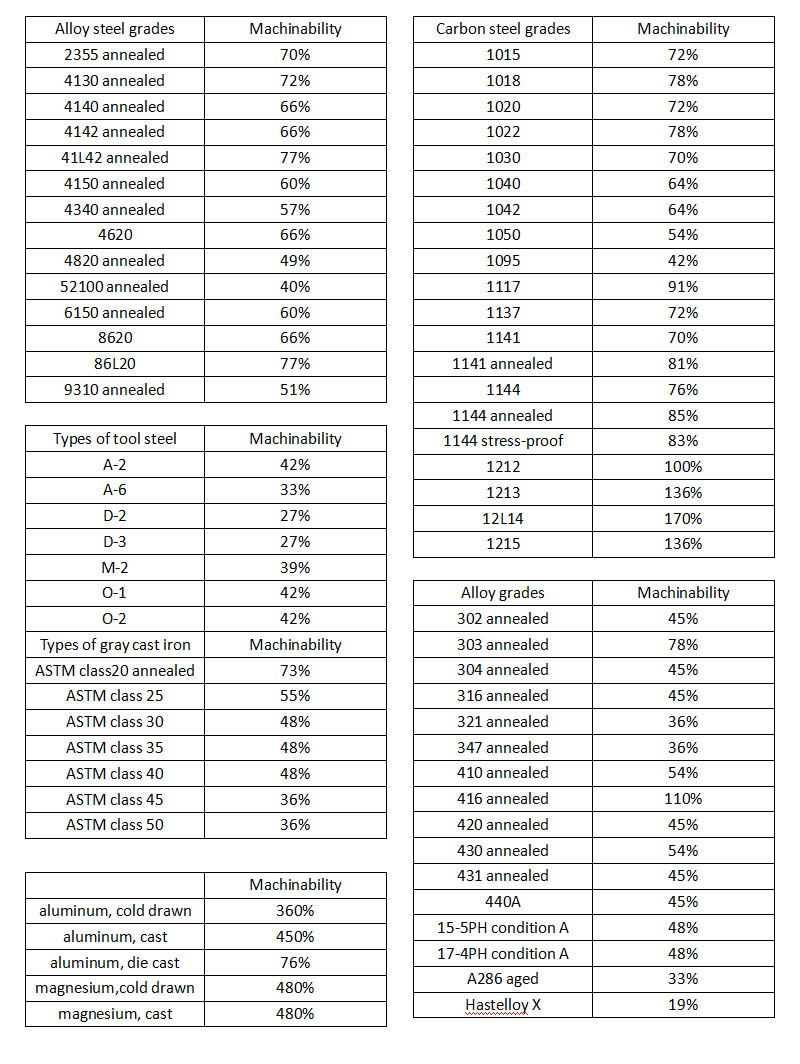
(Source from: https://www.cnclathing.com/guide/cnc-machining-material-machinability-chart-machinability-of-metals-and-plastics-cnclathing )
金属加工性は因子に影響する
1)工作物特性に関連する要因
硬さ:
金属が硬い場合は、より多くの電力消費を必要とし、高温を生成する。 したがって、工具摩耗が起こり、加工性が悪くなる。
化学組成
純金属の加工では切削力や工具摩耗が非常に高い。 しかし、炭素、マンガン、鉛、硫黄、リンを少量添加すれば、被削性を向上させることができる。 生産性と表面仕上げも改善されます。
炭素含有率が0.01〜0.15 %の低炭素鋼は、靭性及び靭性が高いため、加工性が悪い。
炭素含有量が多い場合(0 . 25 %から0 . 3 %の場合),良好な加工性を示す。
1 %のマンガンと0 . 15 %のりんの添加は金属の加工性を改善する。
金属中に硫黄とリンが存在すると,脆性により加工チップが破壊する傾向にある。
しかし、シリコン、ニッケル、クロム、バナジウム、モリブデンなどの鋼材に添加された金属は、被削性に悪影響を及ぼす。
微細構造
金属が研磨介在物と不均一な構造、大きな、歪んだ粒子を含んでいると、加工性が悪い。
金属の取扱い
それがツール寿命を増やして、高い切断速度で機械加工されることができるので、冷間加工された鋼はより良い機械加工性を示します。
高炭素鋼の被削性は熱間加工により改善できる。
ノーマライゼーション、アニーリング、焼き戻しなどの様々な熱処理は、加工性を向上させるのに役立ちます。
ツール関連要因
金属加工性に影響する各種切削工具関連因子を以下に示す。
工具材
工具形状
切断自然
工具剛性
3 )切削条件に関連する因子
金属加工性に影響する切削条件に関連する諸要因を以下に示す。
切削速度
フィードと深さ
切削温度
切削液
4)機械関連要因
機械加工のために使用される工作機械は、より良好な工作物加工性のために堅固で強固でなければならない。
材料の被削性の向上
金属は物理的性質を固定しているが、工作物の状態を変えて機械を容易にすることができる。 また、加工性を向上させるために添加剤を添加することもできる。
添加剤:与えられた材料の被削性を改善する1つの方法は、それらを切断しやすくするために他の材料の元素を添加することである。 例えば、鋼材を加工する際には、鉛や硫黄を添加することで、被削材を切断しやすくすることができる。
熱処理:金属はしばしばそれらの特性を変えるために加熱され冷却される。 熱処理は金属の硬さを減らし、働きやすくする。 例えば、ニッケル系合金の焼なましは、加工性を向上させることができる。
外部要因:実際に工作物の材料を変更せずに加工を容易に。 例えば、工具材料、切削速度、切削角、操作条件等を調整することにより、難削材の切削が容易となる。
切削性測定
材料の被削性に影響する多くの異なった要因があるので、被削性は定量化するのが難しい漠然とした概念と考えられることができます。
しかし、技術者や材料の科学者は、消費電力(材料を切断するためにどれだけのエネルギーがかかるか)、切削工具寿命(材料を切断するときに工具がどれだけ速く摩耗するか)、および表面仕上げ(その結果、切削材の滑らかさ)を測定することによって、加工性を測定しようとする。
消費電力:加工性は、標準的なエネルギー測定値を使用して測定された材料を切断するために必要な力によって評価することができます。
切削工具寿命:加工性は、与えられた材料を切断している間、ツールがどれくらい続くかについて計算することによって評価されることができます。
表面仕上げ:マシニングは、加工中に発生する積層エッジの度合いに注目して評価することができる。