


CNC machines, as the core equipment of modern manufacturing, play an irreplaceable role in workpiece processing due to their high precision, efficiency, and automation features. In the CNC machining process, the workpiece needs to be accurately fixed on a fixture, after which multi-edge cutting tools rotate at high speeds to perform milling or turning operations. The selection and use of the appropriate fixture are critical during this step. Internal support fixtures and external clamping fixtures, as important components of the clamping system, significantly impact the improvement of machining efficiency and quality.
Principle of Operation and Structure
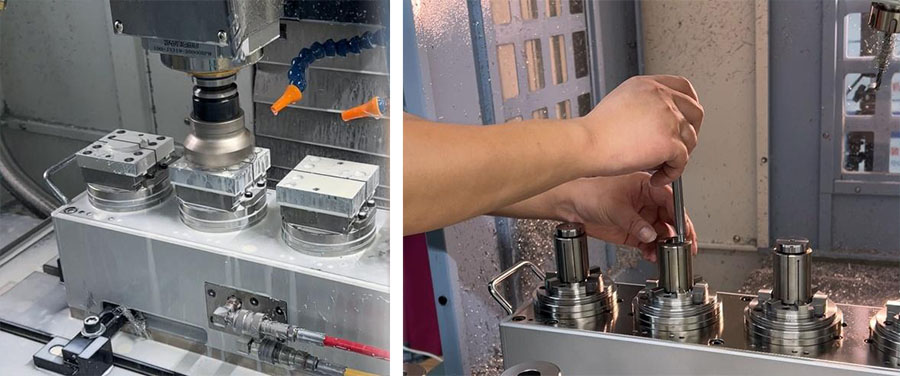
Internal Support Fixtures:
These fixtures primarily clamp the inner surface of the workpiece through an internal supporting structure. They are commonly used for processing parts such as shafts, pipes, or components with internal holes. For example, hydraulic internal hole universal fixtures use quick-change bases and internal hole expanding sleeves to accommodate workpieces of different sizes, ensuring stability with the base reference surface and providing a part ejection function. CNC internal support fixtures work by driving components like cylinders to move downward and secure the workpiece. Multiple workpieces can be clamped simultaneously on the same fixture. CNC slide-rail-based internal support fixtures consist of an installation base, a drive unit (such as pneumatic or electric cylinders), and internal support tooling. The drive unit controls the pin’s rise and fall to adjust the clamping force on the workpiece.
External Clamping Fixtures:
These fixtures fix the workpiece by clamping its outer surface. They are widely used in operations such as milling, drilling, and grinding. For example, a hydraulic universal fixture for clamping outer diameters utilizes a quick-change locking nozzle design that allows for replacement in 10 seconds. It is equipped with a dust cover and an end-face positioning system, with a maximum clamping force of up to 40KN.
Applicable Scenarios
Internal Support Fixtures:
These are suitable for processing parts with internal hole structures that need to be fixed from the inside, ensuring the precision of internal hole machining. Examples include internal milling of pipe fittings and internal hole machining of shaft components.
External Clamping Fixtures:
These are suitable for a wide range of parts, whether regular or irregular in shape, as long as they can be securely clamped from the outside. They are commonly used for milling flat parts, drilling irregularly shaped components, and other similar tasks. External clamping fixtures are widely used in various machining processes, such as milling, drilling, grinding, etc.
Advantages and Disadvantages
Internal Support Fixtures
Advantages:
Provides precise positioning for the inner surface of the workpiece, ensuring the accuracy of internal hole dimensions and geometric tolerances.
Supports from the inside, preventing clamping marks on the outer surface of the workpiece.
Some internal support fixtures allow for simultaneous processing of multiple workpieces, improving efficiency.
Disadvantages:
The structure is relatively complex and costs are higher.
The fixture requires specific internal hole shapes and sizes, limiting its versatility.
Installation and adjustment can be more cumbersome.
External Clamping Fixtures
Advantages:
Wide applicability, as most workpieces can be clamped.
Simple structure and easy operation.
Relatively lower cost.
Disadvantages:
May leave clamping marks on the outer surface of the workpiece, affecting its appearance.
For thin-walled or easily deformed parts, improper clamping force control may lead to deformation.
How to Choose the Right Internal Support Fixture or External Clamping Fixture?
Choosing the appropriate internal support fixture or external clamping fixture can be considered based on the following factors:
Workpiece Characteristics
Shape and Structure: If the workpiece has internal holes, such as shafts or pipes, internal support fixtures are ideal, as they clamp through the internal structure, ensuring internal hole machining accuracy. For workpieces that are flat, block-like, or irregularly shaped with no internal hole requirements, external clamping fixtures are more suitable, as they securely hold the workpiece from the outside.
Size: Large workpieces require fixtures that provide enough clamping force and support surface area. For smaller workpieces, the impact of the fixture on accuracy and potential deformation must be considered. For instance, in the case of micro parts, external clamping fixtures might cause deformation due to improper clamping force, while an internally supported fixture, if designed properly, can still be effective.
Material: Soft materials like copper, aluminum, and plastics are more prone to deformation and require fixtures with moderate clamping force, large contact area, and evenly distributed pressure. Harder materials, such as steel, require fixtures with high strength and wear resistance. Internal support fixtures for soft materials can prevent surface damage caused by external clamping, while external clamping fixtures for hard materials must ensure a secure grip.
Precision Requirements: For high-precision workpieces, fixture accuracy and repeatability are critical. The internal structure of an internal support fixture affects internal hole dimensions and geometric tolerances, while the precision of the locating surfaces and clamping elements of an external fixture impacts the overall positioning accuracy of the workpiece. In high-precision industries, such as aerospace, high-precision fixtures are required to ensure machining accuracy.
Machining Process
Machining Operations: External clamping fixtures are widely used in operations such as milling, drilling, and grinding, where stable support and positioning are needed. For processes like boring or reaming internal holes, internal support fixtures are better at ensuring machining accuracy.
Cutting Force Direction and Magnitude: In machining processes with high cutting forces, the fixture must have enough rigidity and clamping force to withstand these forces. Internal support fixtures provide support through internal structures, while external clamping fixtures rely on external clamping forces. During rough machining with high cutting forces, fixtures must firmly hold the workpiece to prevent displacement.
Production Volume
Small Batch Production: For small batch production, general-purpose fixtures like universal internal or external clamping fixtures are preferred, as they reduce costs and are flexible enough to accommodate different workpieces.
Large Batch Production: Specialized fixtures may be more beneficial, as they can be designed for specific workpieces and processes, improving production efficiency and ensuring consistent machining accuracy.
Fixture Characteristics
Precision and Repeatability: For high-precision machining, fixtures with high precision and good repeatability should be selected to ensure consistency in the workpiece dimensions and positioning accuracy.
Rigidity and Stability: Fixtures must have sufficient rigidity and stability to withstand the cutting force, clamping force, and workpiece weight during machining, preventing deformation and vibration that could affect machining accuracy.
Ease of Operation: Fixtures that are easy to install, adjust, and disassemble can save operational time and improve efficiency. For example, fixtures with quick-clamping devices can quickly complete workpiece clamping.
Maintenance and Cost: Simple, durable, and easy-to-maintain fixtures reduce equipment failure rates, maintenance costs, and prolong the fixture’s service life.
Compatibility: In automated production lines or robotic machining environments, fixtures need to be compatible with automation equipment to ensure stable operation and precise control.