

1. 共通構造の寸法記入方法
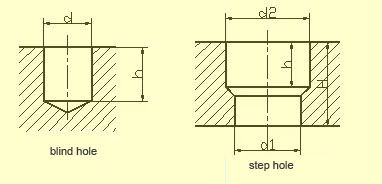
一般的な穴の寸法記入方法:
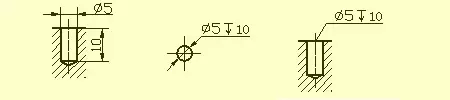
止まり穴
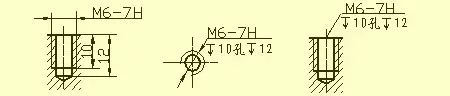
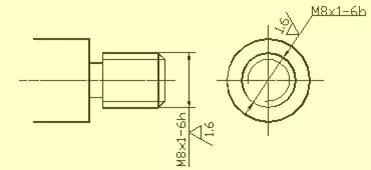
ねじ穴
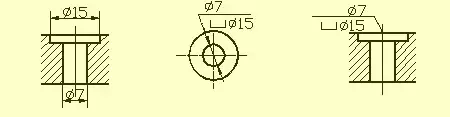
ざぐり
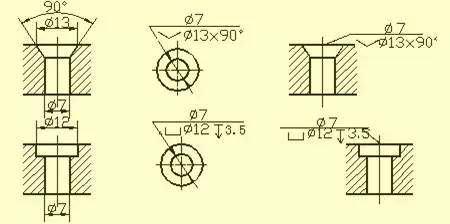
皿穴
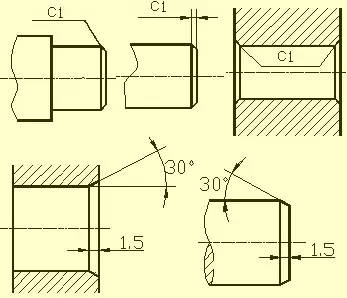
面取りの寸法記入方法
2.部品の機械加工構造
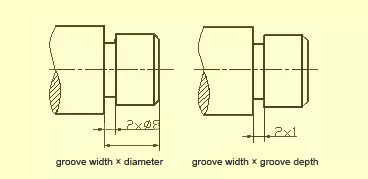
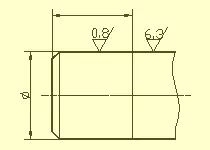
アンダーカットと砥石のオーバートラベル溝
部品を切削する場合、工具の引き抜きを容易にし、組み立て時に関連部品の接触面を確実に閉じるために、加工面のステップでアンダーカット溝または砥石オーバートラベル溝を事前に加工する必要があります
外側の円を回転させるときのアンダーカットのサイズは、通常、「溝の幅×直径」または「溝の幅×溝の深さ」の方法でマークできます。 外円を研削するとき、または外円と端面を研削するときの研削砥石のオーバートラベル溝。
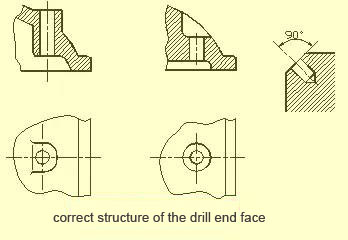
 掘削構造
掘削構造
ドリルビットで開けられた止まり穴は、底部で120°の円錐角を持っています。 掘削深さは、コーンピットを除く円筒部分の深さを指します。 段階的掘削の移行時には、120°の円卓の円錐角、その図面とサイズの表記もあります。
ドリルで穴を開けるときは、ドリルの精度を確保し、ドリルが破損しないように、ドリルの軸がドリル穴の端面に対してできるだけ垂直である必要があります。 3つの穴あけ端面の正しい構造。
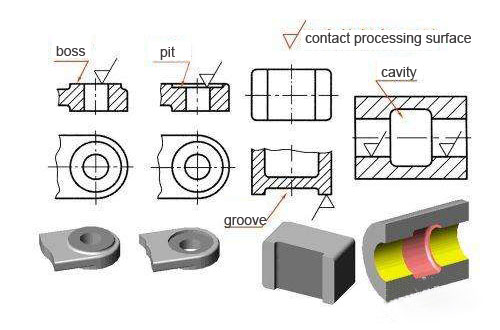
ボスとピット
ある部品と他の部品との接触面は一般的に処理されます。 加工面積を減らし、部品の表面間の良好な接触を確保するために、ボスとピットが鋳物に設計されることがよくあります。 ボルトで固定されたサポート面のボスまたはサポート面の凹型フォーム。 加工面積を減らすために、溝構造が作られています。
3 共通部品構造
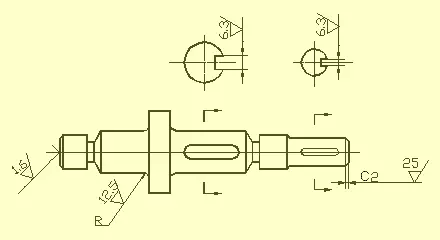
シャフトパーツ
このような部品には、通常、シャフト、ブッシング、その他の部品が含まれます。 ビューを表現するときは、基本的なビューを描画し、適切な断面ビューと寸法を追加する限り、その主要な形状の特徴とローカル構造を表現できます。 処理中の画像の表示を容易にするために、軸は通常、投影のために水平に配置され、軸が横方向の垂直線となる位置を選択するのが最善です。
ブッシング部品のサイズをマークするとき、その軸はしばしば半径方向のサイズのベンチマークとして使用されます。 このことから、図に示されているФ14とФ11(A-Aセクションを参照)などが示されています。 このようにして、設計要件と加工中の工程基準(シャフト部品を旋盤で加工する場合、シャフトの中央の穴は両端でシンブルによって保持されます)が統一されます。 長さ方向データは、多くの場合、重要な端面、接触面(肩)、または機械加工された面を選択します。
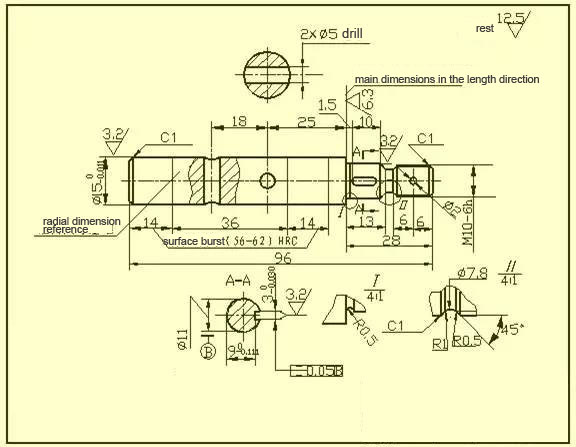
長さ方向の主な寸法基準として、図のように表面粗さがRa6.3の右肩を選択し、13、28、1.5、26.5などの寸法を注入します。
次に、シャフトの右端を長さ方向の補助ベースとして使用し、シャフトの全長96をマークします。
ディスクカバーパーツ
この種の部品の基本的な形状はフラットディスクであり、通常、エンドキャップ、バルブキャップ、ギア、その他の部品が含まれます。 それらの主な構造は基本的に回転体であり、通常はさまざまな形状のフランジと均一に分布した円形の穴があります。 そして肋骨と他のローカル構造。 ビューを選択するときは、通常、対称面の断面図または回転軸を正面図として選択します。 また、パーツの形状と均一な構造を表現するために、適切な他のビュー(左側面図、右側面図、上面図など)を追加する必要があります。 図に示すように、左側のビューを追加して、角が丸く、4つの貫通穴が均等に配置された正方形のフランジを表現しています。
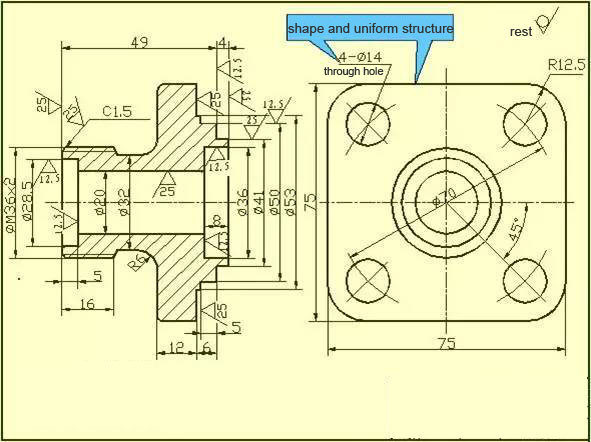
ディスクカバー部品のサイズをマークする場合、通常、シャフト穴を通る軸が半径方向の寸法基準として選択され、長さ方向の主な寸法基準が重要な端面であることがよくあります。
フォークフレームパーツ
このような部品には、通常、フォーク、コネクティングロッド、ベアリング、その他の部品が含まれます。 処理位置が可変であるため、メインビューを選択する際の主な考慮事項は、作業位置と形状の特性です。 他のビューを選択するには、多くの場合、2つ以上の基本ビューが必要であり、適切なローカルビュー、断面ビューなどを使用して、パーツのローカル構造を表現する必要があります。 フットレスト部品図に示されているビューは、洗練されたクリアなものです。 ベアリングとリブの幅を表現するために、右の図は必要ありません。 T字型のリブの場合、断面がより適切です。
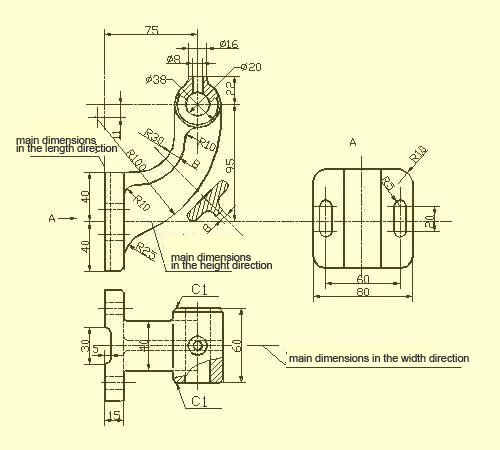
フォークブラケット部品の寸法をマークする場合、通常、取り付けベース面または部品の対称面が寸法基準として選択されます。 寸法記入方法については、図を参照してください。
ボックスパーツ
一般的に、このタイプの部品の形状と構造は、前の3つのタイプの部品よりも複雑であり、処理位置がさらに変化します。 このような部品には、一般に、バルブ本体、ポンプ本体、減速機ボックス、およびその他の部品が含まれます。 メインビューを選択する際には、主に作業位置と形状特性が考慮されます。 他の図を選択する場合は、実際の状況に応じて適切な断面図、断面図、部分図、斜め図を採用し、部品の内部構造と外部構造を明確に表現する必要があります。
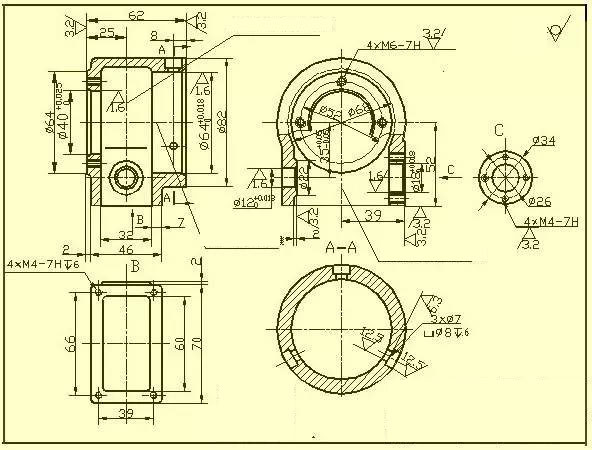
寸法に関しては、通常、ボックスのいくつかの主要構造の軸、重要な設置面、接触面(または処理面)、および対称面(幅、長さ)が寸法基準として選択されます。 箱の切断が必要な部品については、処理と検査を容易にするために、寸法を可能な限りマークする必要があります。
4表面粗さ
部品の表面に小さな間隔がある山と谷の微細幾何学的特性は、表面粗さと呼ばれます。 これは主に、工具が部品の表面に残した工具跡と、切削中の表面金属の塑性変形によるものです。
部品の表面粗さは、部品の表面品質を評価するための技術的な指標でもあります。 嵌合特性、作業精度、耐摩耗性、耐食性、気密性、部品の外観に影響を与えます。
表面粗さのコード、記号、マーク
GB / T 131-1993は、表面粗さコードとその表記法を指定しています。 部品の表面粗さを示す図面上の記号を下の表に示します。
部品表面粗さの主な評価パラメータ
1)等高線の算術平均偏差(Ra)
サンプリング長内で、等高線オフセットの絶対値の算術平均。
2)最大プロファイル高さ(Rz)
サンプリング長内の等高線ピークの一番上の線と等高線ピークの一番下の線の間の距離。
注:使用する場合は、Raパラメーターを使用することをお勧めします。
図面上の表面粗さ記号のマーキング方法
1)表面粗さコード(記号)は、通常、目に見える等高線、境界線、またはそれらの延長線に注意する必要があり、記号の先端は材料の外側から表面を指している必要があります。
2)表面粗さコードの数字と記号の方向は、必要に応じてマークする必要があります。
同じ図面上で、各サーフェスは通常、コード(記号)で1回だけマークされ、関連する寸法線にできるだけ近くなります。 スペースが狭い場合やラベル付けに不便な場合は、ラベルにつながる可能性があります。 成形品のすべての表面の表面粗さの要件が同じである場合、図面の右上隅に均一にマークを付けることができます。 ほとんどの部品の表面粗さ要件が同じである場合、最も使用されるコード(記号)を使用できます。 同時に、図面の右上隅に注意し、「残り」という単語を追加します。 均一にマークされた表面粗さコード(記号)と説明文の高さは、図面マークの1.4倍にする必要があります。
成形品の連続面、繰り返し要素(穴、歯、溝など)の面、および細い実線で接続された不連続面の表面粗さコード(記号)番号は1回だけ記録されます。
同じ表面に異なる表面粗さの要件がある場合は、細い実線を使用して分割線を描画し、対応する表面粗さのコードとサイズをメモします。
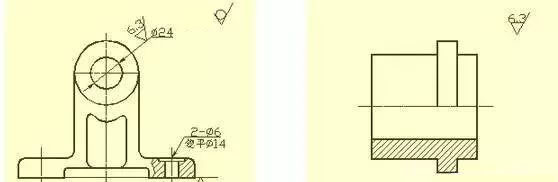
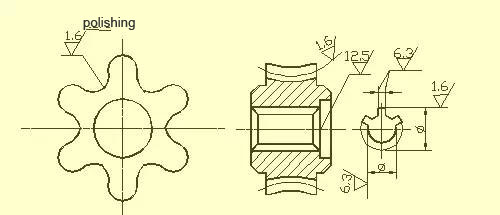
歯車やねじ山などの作業面に歯(歯)形状が描かれていない場合の表面粗さコード(記号)表記法を図に示します。
中央の穴の作業面、キー溝の作業面、面取りの表面粗さコード、および丸みを帯びた角を簡略化してマークを付けることができます。
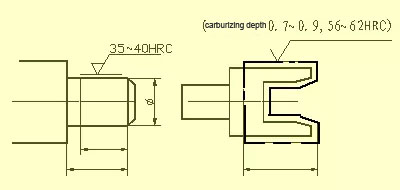
部品を部分的に熱処理または部分的にメッキ(コーティング)する必要がある場合は、太い点線を使用して範囲を描画し、対応する寸法をマークする必要があります。 要件は、表面粗さ記号の長辺の水平線に書き込むこともできます。
5標準公差と基本偏差
生産を容易にし、部品の互換性を実現し、さまざまな使用要件を満たすために、国家規格「制限と適合」では、公差域は標準公差と基本偏差の2つの要素で構成されると規定されています。 標準公差は公差域のサイズを決定し、基本偏差は公差域の位置を決定します。
1)標準公差(IT)
標準公差の値は、基本サイズと公差クラスによって決定されます。 公差レベルは、サイズの精度を決定するためのマークです。 標準公差は、IT01、IT0、IT1、…、IT18の20レベルに分かれています。 サイズの精度はIT01からIT18に低下します。 標準公差の特定の値は、関連する標準に記載されています。
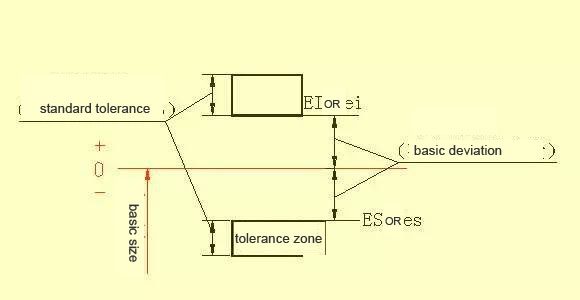
2)基本偏差
基本偏差は、標準限界および適合におけるゼロライン位置に対する許容範囲の上限または下限偏差を指し、一般にゼロラインに近い偏差を指します。 許容範囲がゼロラインより上にある場合、基本偏差は低い偏差です。 それ以外の場合は、上限偏差です。 合計28の基本的な偏差があり、コードはラテン文字で表され、大文字が穴、小文字がシャフトになります。
基本偏差と標準公差には、寸法公差の定義に従って次の計算式があります。
ES=EI+IT or EI=ES-IT