

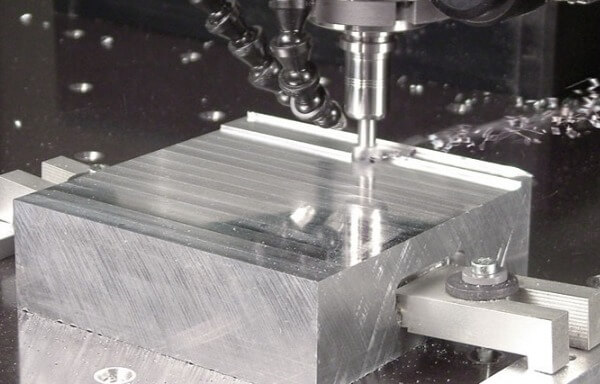
アルミニウムは現代の生産で最も広く使用されている合金の1つであり、アルミニウムが最良の材料のようです。 軽く、強く、耐久性があり、耐食性があります。 これが、新しいミリングアルミニウム戦略が急速に開発された理由です。
現代の成功したCNCアルミニウムミリング方法の1つは、高速機械加工です。 従来のフライス加工との主な違いは、高速フライス加工の速度がはるかに速く、機械工がそれらを使用して切削送りを増やすことができることです。 高速フライス加工は、従来のフライス加工とは異なります。 これは、部品やプロトタイプの小さなバッチを生産するためのより生産的で革新的な方法です。 進化する金属産業は、部品の迅速な生産を必要としています。 毎月、カスタマイズされた部品や迅速なプロトタイプの要件がますます高まっています。 ますます多くの顧客が注文をより早く完了することを望んでいます。 また、これらのコンポーネントの精度を以前よりも高くすることも望んでいます。
高速加工とは何ですか?
1920年代にドイツの発明者であるカールサーモン博士によって最初に開発された高速機械加工は、その創始者が特定のワークピースの金属について、切削工具とワークピースの間の界面で発生する熱が特定の重要なスピンドルでピークに達することを認識したときに生まれました 速度。
通常のミリング加工では、送り速度が遅く、切削パラメータが大きくなりますが、高速ミリング加工では、送り速度が速く、切削パラメータが小さくなります。 通常のフライス加工と比較して、高速フライス加工には以下の特徴があります。
(1)高効率
高速ミリングの主軸速度は、一般的に15000r / min〜40,000r / min、最大100000r / minです。 鋼を切断する場合、その切断速度は約400m / minであり、これは従来のフライス加工の5〜10倍です。 金型キャビティを加工する場合、従来の加工方法(従来のフライス加工、EDMなど)と比較して、効率が4〜5倍向上します。
(2)高精度
高速フライス加工の精度は一般に10μmであり、さらに高い精度もあります。
(3)高い表面品質
高速フライス加工時のワークの温度上昇が小さい(約3℃)ため、表面に変成層や微小亀裂がなく、熱変形も少ない。 最良の表面粗さRaは1μm未満であり、これによりその後の研削と研磨の作業負荷が軽減されます。
(4)高硬度の材料を処理できます。
50-54HRC鋼をフライス加工でき、最高のフライス硬度は60HRCに達することができます。
アルミニウムフライス加工のための高速加工の利点
HSMの特性により、HSMミリングアルミニウムは多くの予期しない側面で非常に有利です。 従来のミリングを使用する代わりにアルミニウムのHSM戦略を選択することにより、次の利点が得られます。
効率を向上させる
高速フライス加工の切削速度は、従来のフライス加工速度の3倍に達する可能性があります。 より柔らかいアルミニウム合金を加工する場合、2倍にすることもできます。
私たちが知る限り、加工送りは、ミリングプロセス全体の生産性を定義するパラメータです。 つまり、従来のフライス加工と比較して、高速加工効率を大幅に向上させることができます。 アルミの被削性により、スピンドル速度を18,000rpm以上に上げることができます。
このような高い材料除去率により、アルミニウムのHSM戦略を使用したアルミニウム機械加工サービスは、自動車および航空宇宙産業にとって非常に有利な製品になっています。 最初のケースでは、車のプロトタイプは多くの材料の除去を必要とし、できれば可能な限り少ないミリング設定で行います。 2番目のケースでは、深いポケット(軽量である必要があるため、ほとんどが交差するリブのセットに処理されます)と薄い壁を備えた長くて大きなパーツが多数あります。 さらに、アルミニウム合金は航空機とロケットの80%を占めています。
ノッチ温度
研究によると、切削温度は速度の増加とともに変化します。 最初は、速度が上がると温度も上がります。 しかし、さらに気温が急激に下がった。 これは問題にならないところまで来ています。 切削速度を上げると、最終的には少しだけ温度が下がります。 この変更は、高速フライス加工に最適です。
たとえば、300〜500 m / minの速度でアルミニウムをフライス加工する場合、温度は600〜800度に達する可能性があります。 ただし、速度を1200に上げると、温度は200度未満に下がり、1800 m / minで温度は150度になります。 これからは、速く切るのは意味がありません。
正しい観点から、それはわずか150-200度です。 局所的な熱処理は、この領域の材料特性に変化を引き起こしません。 金属粒子は増加せず、冷却要件ははるかに小さくなります。 これは明らかな利点です。
工具寿命を延ばす
高速が関係しているため、これは奇妙に思えます。 したがって、一般的に工具の摩耗はより高くなければならないと考えられています。 しかし、それを従来のフライス加工で切断された材料の量と比較すると、違いは明らかです。 高速ミリングアルミニウムの工具寿命に関しては、明らかに勝者です。
工具寿命の延長に何が貢献しているのか疑問に思われるかもしれません。 まず、切削温度が大幅に低下します。 これは、より高い工具材料強度を意味します。 また、高速フライス加工では切りくず幅が狭くなります。 これは、送りの増加にもかかわらず、工具がより速く回転し、より薄い切りくずを切断できるためです。
さらに、アルミニウムを加工する場合の主な問題の1つは、アルミニウムが柔らかすぎて、加工中に工具の刃先に付着することです。 これにより、工具の鋭さが低下し、切削抵抗が増加するため、工具の寿命が短くなります。
高速ミリングアルミニウムの精度
送り速度を上げると、工具の刃先が遠くまで移動し、工具が回転して切断できるため、アルミニウム表面の仕上げが低下すると私たちは皆信じています。 一般に、これにより、チッピングが広くなり、切削抵抗が大きくなり、表面仕上げが悪くなります。 ただし、HSMでは送り速度が大きいにもかかわらず工具速度が速いため、実際には従来のフライス加工よりも切りくずが薄くなっています。 また、切削抵抗が小さいため、振動も小さくなります。 これらの機能はすべて、精度の向上に役立ちます。
低クーラント使用量
アルミニウム加工の一部のHSM戦略では、クーラントをまったく使用していません。 200度での処理には、冷却材や工具はほとんど必要ありません。 ただし、非常に正確な操作の中には、部品の品質を向上させるためにクーラントを使用するものもありますが、クーラントの量は従来の機械加工よりもはるかに少なくなります。 一部のアルミニウム高速フライス加工プロセスでは、いわゆる最小限の潤滑が使用されます。 適用される冷却液の量は、膜を形成するのに十分であり、それによって摩擦を低減し、いくらかの冷却を提供するので、必要な冷却液の量は通常少量である。
一定の工具係合角度
エンドミルでキャビティをフライス加工する際の主な問題の1つは、キャビティの角度を作ることです。 エンドミルを90度回転させてキャビティを作成する必要があります。このとき、エンドミルが切断する材料を(キャビティの両側から)2倍にする必要があります。 これは切削抵抗の局所的な増加につながり、工具寿命と部品の精度に非常に悪影響を及ぼします。 ただし、HSMアルミニウムフライス加工には、一定の工具係合角度を含む、多くの所定の工具経路生成戦略があります。 これは、円形のパスで周囲のすべての材料を加工するときに、ツールが徐々にこの角度に近づくことを意味します。 このように、切削抵抗は一定に保たれ、精度は同じままです。 さらに、工具寿命を延ばすことができます。
SANS Machiningは、CNC機械加工製造、プロトタイプ機械加工、少量製造、金属加工、および部品仕上げサービスに重点を置いており、最高のサポートとサービスを提供します。
金属およびプラスチック技術とカスタム機械加工に関するご質問やRFQについては、お問い合わせください。