

品質は企業の成功の鍵です。 あらゆる機械加工業界は、製品の品質を非常に重要視しています。 そのため、製品の検査ツールは特に重要です。本日は、機械加工業界の基本的な検査ツールであるノギスをご紹介します。
この記事では、ノギスの定義、読み取り方法、保管方法、注意事項を紹介します。 それがあなたを助けることを願っています。
バーニアキャリパーの定義
ノギス(VERNIER CALIPER)は、荒加工や半仕上げ加工の加工部品を確認・確認し、公差の大きい加工部品の寸法を測定する装置です。 長さ、内径、外径、深さを測定するための測定ツールです。 バーニアキャリパーには、メインルーラーとメインルーラーに接続されたスライディングバーニアキャリパーが含まれます。 主な定規は通常ミリメートル単位です。 バーニアには10、20、または50の目盛りがあります。 異なる区分に応じて、ノギスは10次元ノギス、20分割ノギス、50分割ノギスなどに分けることができます。 バーニアは10分割で9mm、20分割で19mm、50分割で49mmです。 メインルーラーとノギスのバーニアには、内側の測定ジョーと外側の測定ジョーの2つの可動測定ジョーがあります。 内側の測定ジョーは通常、内径を測定するために使用され、外側の測定ジョーは通常、長さと外径を測定するために使用されます。 最小読み取り値は次のとおりです。0.05mmと0.02mmの2つのタイプがあります。
バーニアキャリパーの読み方
ノギスを使用してサイズを測定する場合、値の読み取りは、メイン定規とセカンダリ定規(バーニア定規)の2つのスケールを使用して実行されます。
・標準サブスケール(バーニアスケール)のスケールは、メインスケールのn-1スケールをn等分したスケールです。
・標準サブルーラー(バーニアルーラー)には、1/20と1/50の2種類があります。
以下に示すように、スケールの読み方
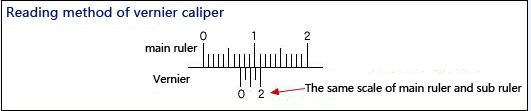
- サブスケール「ゼロ」で示されるメインスケールのスケール値を読み取ります。
→このとき、7mm〜8mmなので、測定値は(7 +α)mmになります。
- メインルーラーとサブルーラーのスケールが同じ部分を見つけます。
→このとき、画像によると、サブスケールの4番目のスケールラインはメインスケールと一致しています。
- ノギスの二次目盛が1/20の場合、1目盛= 0.05mmなので、二次目盛の同じ目盛りに0.05を掛けてα値を算出します。
→このとき、α= 0.05×4 = 0.20mm
- 以上のように、サイズ測定の固定値は7mm + 0.20mm = 7.20mmです。
測定時の注意事項
・測定前にノギスの基点が同じか確認してください。 ゼロ値の精度を明確にします。
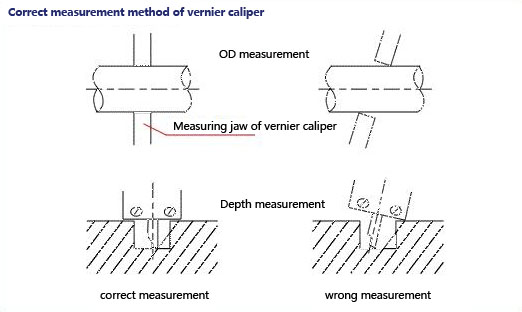
・被測定物を保持する部分(ノギスの内顎部と外顎部)は、本定規にできるだけ近づけてください。
・ノギスの測定部(内外顎、デプスゲージ)の測定面は、被測定物に正しく接触している必要があります。
・測定力は強すぎたり弱すぎたりすることはできませんので、なるべく一定の力で測定してください。
・目盛りの値は直角に読み取ってください。
・使用後は汚れを拭き取り、湿気・温度変化の少ない場所に保管して変形しないようにしてください。
保管方法
ノギスを使用した後、綿糸できれいに拭いてください。 長期間使用しない場合は、バターまたはエンジンオイルで拭いてください。 2つの測定ジョーを閉じ、固定ネジを締めてから、キャリパーボックスに入れてカバーします。

予防:
- ノギスは、より正確な測定ツールです。 取り扱いには注意が必要で、ぶつけたり地面に落としたりしないでください。 測定爪を傷つけたり、切削工具と一緒に置かないように、使用中に粗い物体を測定するために使用しないでください。 一緒に、ノギスの表面を傷つけないように、使用しないときは、腐食を防ぐために酸性およびアルカリ性物質から離れた、乾燥した中性の場所に配置する必要があります。
- 測定前にキャリパーをきれいに拭き、2つの測定面とキャリパーの測定エッジがまっすぐで無傷であるかどうかを確認します。 2つの測定ジョーがぴったりとはまる場合、隙間がなく、バーニアとメイン定規のゼロ位置が互いに位置合わせされている必要があります。 このプロセスは、ノギスのゼロ位置のキャリブレーションと呼ばれます。
- 定規のフレームを動かすときは、揺れは言うまでもなく、動きは自由で、緩すぎたりきつすぎたりしないようにする必要があります。 定規フレームを固定ネジで固定する場合、キャリパーの読みは変わらないはずです。 定規フレームを動かすときは、固定ネジを緩めることを忘れないでください。緩すぎて脱落しないようにしてください。
- ノギスで部品を測定する場合、過度の圧力は許容されません。 圧力は、2つの測定ジョーが部品の表面にちょうど触れるようにする必要があります。 測定圧力が大きすぎると、測定ジョーが曲がったり摩耗したりするだけでなく、測定ジョーに圧力がかかります。 弾性変形を生じさせ、測定サイズを不正確にします(外側のサイズは実際のサイズよりも小さく、内側のサイズは実際のサイズよりも大きくなります)。
- バーニアキャリパーを読み取るときは、読み取りエラーを避けるために、人の視線がキャリパーの刻印面に対してできるだけ垂直になるように、明るい光の方向に水平に保持します。
- 正しい測定結果を得るために、数回測定することができます。つまり、部品の同じセクションで異なる方向に測定することができます。 長い部品の場合、より正確な測定結果を得るには、全長のさまざまな部分で測定する必要があります。