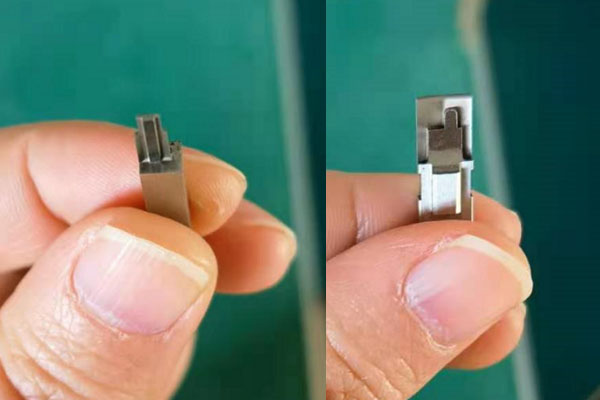
Электроэрозионная обработка (EDM) — это усовершенствованный процесс обработки, основанный на точном применении электрических разрядов для получения желаемой формы детали или финишной обработки.
Электроэрозионная обработка проволокой (WEDM) — это разновидность метода электроэрозионной обработки, который часто используется для резки пластин или формирования связей, инструментов или пуансонов из более твердых металлов, которые обычно не подходят для стандартных процессов обработки.
В SANS Machining у нас есть 3 высокоскоростных электроэрозионных станка, 2 японских электроэрозионных станка Sodick, 1 электроэрозионный станок, 2 электроэрозионных станка Sodick.
Способность
Электроэрозионная обработка проволоки Sodick VL600QS/LN2, размер обработки 600 * 350 *272 мм.
Электроэрозионная обработка проволоки Sodick ALN400QS, размер обработки 400x300x252 мм. Точность обработки может достигать +-0,002 мм.
Sodick AD32LS/LN 1(30 A) EDM, точность может достигать =0,002 мм.
Получите мгновенное предложение прямо сейчас
Специалисты по электроэрозионной обработке проволоки
Услуга электроэрозионной обработки проволоки SANS — отличный выбор для обеспечения высокого качества,
Детали, сертифицированные по стандарту ISO 9001:2015.

Отсутствие MOQ
Все продукты изготавливаются по индивидуальному заказу в соответствии с вашим дизайном, без MOQ,
в наличии имеется 1 штука. Это значительно сэкономит вам время и затраты.
Нестандартная отделка
Выбирайте из множества вариантов отделки цельных металлических и пластиковых деталей, таких как
анодирование, покраска распылением, паровая полировка, пескоструйная обработка, шелкография и т.д.
гарантия качества
Начиная с проверки чертежей и заканчивая осмотром деталей, мы строго следуем технологическим процессам, чтобы гарантировать, что ваши детали всегда соответствуют самым высоким стандартам качества
.