


Наличие резьбы в деталях иногда может исключить процесс окончательной сборки, и для получения точной резьбы нам необходимо соблюдать множество правил проектирования резьбы. Это базовый тип резьбы, но он также важен. Основное различие заключается во внешней резьбе винтов и болтов, а также во внешней резьбе фурнитуры. Внутренняя резьба расположена внутри основного элемента и фиксирует резьбу винтов и болтов.
Расстояние между болтами
Если мы рассмотрим резьбу на болтах и винтах, то увидим, что единого размера, применимого ко всем типам, не существует. В дополнение к метрической резьбе, серия Unified Thread также включает в себя основные британские виды резьбы, такие как UNC (грубая резьба), UNF (тонкая резьба), UNEF (сверхтонкая резьба). Когда вы применяете нашу систему для задания конкретных резьбовых отверстий, она обеспечивает необходимый шаг резьбы.
Положение резьбы
Как правило, резьба может быть нанесена в любом месте в соответствии с вашими требованиями к сборке при точении или фрезеровании. До тех пор, пока наше оборудование имеет доступ к этой зоне. Но если возникнут препятствия, наша система анализа конструкции сообщит вам, в какое положение нельзя вставить резьбу. Всегда рекомендуется следовать нашим рекомендациям по проектированию, чтобы сэкономить время и затраты на проектирование.
Даже если существует меньше ограничений на размещение резьбы, глубина внутренней резьбы по-прежнему является ключевым фактором, который следует учитывать. Как только глубина резьбы превысит максимальную глубину обработки, единственным способом будет просверлить обе стороны отверстия и завершить этот процесс. В этом случае возникает еще одна проблема, когда поток не является непрерывным от одного конца до другого.
Для токарной обработки деталей мы предлагаем три типа отверстий для размещения внутренней резьбы:
На валу: Отверстие проходит прямо через центр детали с одного конца.
Осевое: отверстие выполнено на одном конце детали без центральной области.
Радиальные: Отверстия образуются в зависимости от внешнего вида детали.
Внутренняя резьба
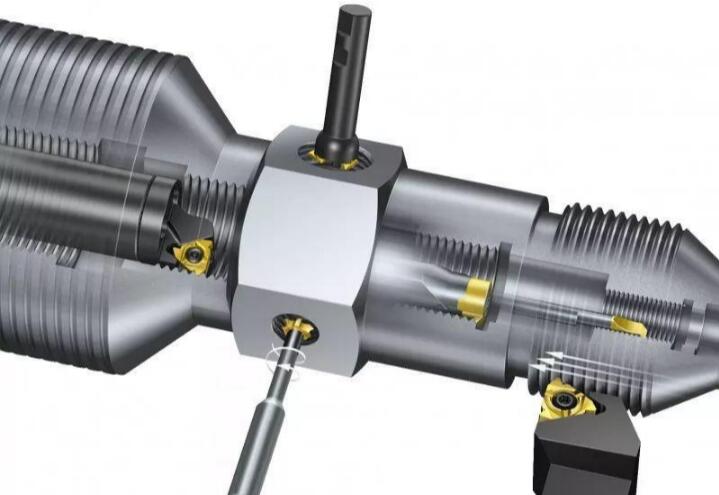
Обычно мы используем резьбонарезные инструменты с одним выступом для обработки внутренней резьбы вместо традиционных резьбонарезных метчиков. Вам необходимо сохранить диаметр направляющей, указанный в CAD-модели, и удалить фактическую резьбу. Мы проанализируем резьбовые отверстия в следующих ситуациях:
- Отверстие находится в пределах требуемого диапазона резьбы
- Эти отверстия расположены на одной из трех основных осей, используемых для фрезерования
- Эти отверстия расположены перпендикулярно оси вращения поворотного устройства
- Расположение и способ изготовления отверстия будут влиять на качество резьбы.
В процессе внутренней обработки глубина отверстия может превышать максимальную длину нашего резьбонарезного инструмента. В этом случае мы порекомендуем несколько вариантов, основанных на ваших особых требованиях.
Для длинных сквозных отверстий, выходящих за пределы максимального диапазона выдвижения инструмента, пожалуйста, выберите отверстие с той стороны, с которой, по вашему мнению, должен начинаться винт. Как только ваш винт должен пройти через всю деталь, вы должны использовать метчик в отверстии, чтобы завершить его в качестве вторичного процесса.
Вы также можете продеть нитку с обеих сторон детали, но обратите внимание на максимальную глубину резьбы, чтобы избежать перекрытия в отверстии. Из-за риска образования поперечной резьбы и невозможности чистого прохождения винтов через детали возникает проблема с формой резьбы с обеих сторон. Обычно рекомендуется выбирать нити с обеих сторон, при условии, что они не пересекаются.
При создании резьбы различного диаметра необходимо учитывать одно важное обстоятельство. Обычно нам необходимо учитывать три значения измерения: основную резьбу, вспомогательную резьбу и диаметр контрольного отверстия. Если вы дадите указание производителю фрезеровать направляющее отверстие того же диаметра, что и основная резьба, фурнитура никогда не будет правильно установлена в отверстии. Он упадет внутрь, а винт будет продолжать вращаться в отверстии. В его потоках нечему ползти. В этом случае вам, возможно, придется выбрать оборудование большего размера, но его функциональность может оказаться неприемлемой или не соответствовать вашему дизайну. Поэтому вы должны убедиться, что все характеристики резьбы в направляющем отверстии соответствуют малому диаметру резьбы, и большинство программ САПР помогут вам выполнить этот процесс.
Внешняя резьба
До тех пор, пока детали соответствуют условиям точения, наружная резьба на точеных деталях может увеличивать их длину. Обычно мы используем специальные инструменты для нарезания резьбы, чтобы выбрать положение размера резьбы, глубину и геометрию детали. Наша передовая технология токарной обработки обеспечивает внешнюю резьбу по осевой линии деталей.
Фрезерование наружной резьбы делится на два этапа. Первый набор резьб проходит наполовину через обрабатываемые детали, а затем выполняется фрезерование резьбы с другой стороны. Эти два ребра пересекаются вдоль центральной линии детали. Кроме того, мы предлагаем удалить лишние материалы и устранить несоответствия.
Мелкую наружную резьбу трудно обрабатывать с помощью шаровых головок или плоских концевых фрез, поскольку шаг резьбы слишком мал, что приводит к увеличению радиуса у основания резьбы. Для удаления материала необходимо использовать форму для нарезания резьбы.
Вставлять чередующиеся
Для большинства металлических деталей резьба является идеальным способом прочного соединения при сборке компонентов. Но для таких слабых материалов, как пластик и алюминий, этой полосы недостаточно. Именно сюда вставляется приложение. Добавление специальных спиральных вставок к пластиковым компонентам обеспечит более длительный срок службы. Это позволяет получить прочную резьбу на более слабых материалах. В принципе, вы можете создать отверстие в нужном месте, а затем добавить лезвие. Мы выполним фрезерование отверстий для установки вашей вставки.
Резьба является одним из очень важных применений обрабатывающих центров с ЧПУ, и качество обработки и эффективность резьбы напрямую влияют на качество обработки деталей и эффективность производства обрабатывающих центров. Эти особенности также требуют дополнительных соображений и тщательной работы для обеспечения окончательного изготовления в соответствии с проектом. Удачные резьбы могут служить компонентам в течение многих лет.