

機械加工の場合、類似性の概念は致命的です。 見た目が似ている製品を他の製品と組み合わせて使用すると、欠陥が拡大し続け、工場の加工品質がハイエンドの精密製造要件を満たせなくなります。 マシニングセンタのワーク変形の問題は解決が難しいことは誰もが知っているので、まず変形の原因を分析してから対策を講じる必要があります。
1.ワークの材質と構造が変形に影響します
変形量は、形状の複雑さ、アスペクト比、肉厚に比例し、材料の剛性と安定性に比例します。 したがって、部品を設計する際に、これらの要因がワークピースの変形に与える影響を可能な限り低減します。 特に大きな部品の構造では、構造は合理的でなければなりません。 ブランクの品質を確保し、ワークの変形を低減するために、加工前にブランクの硬度や気孔率などの欠陥を厳密に管理する必要があります。
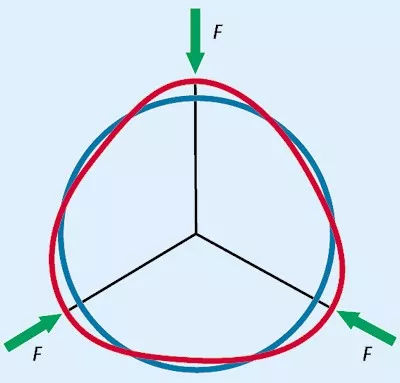
2.ワーククランプによる変形
フィクスチャを使用するには、正しいクランプポイントを選択する必要があり、クランプポイントの位置に応じて適切なクランプ力が選択されます。
型締力がサポートに作用し、型締点が加工面にできるだけ近く、選択した位置が型締変形を起こしにくいように、型締点と支持点をできるだけ一定にします。
ワークピースに複数の方向の型締力がある場合は、型締力の順序を考慮する必要があります。
ワークとサポートを接触させるために、最初に型締力を加える必要があります。大きすぎることは容易ではなく、切削力のバランスをとる主な型締力を後で加える必要があります。
ワークと固定具の接触面積を大きくするか、軸方向の型締力を使用してください。
型締変形を解決するには、部品の剛性を上げることが効果的ですが、薄肉部品の形状や構造の特性上、剛性が低くなります。 このように、クランプ力の作用下で変形が発生します。
ワークとフィクスチャの接触面積を大きくすることで、クランプ時のワークの変形を効果的に低減できます。
たとえば、薄肉部品をフライス盤で削る場合、接触部品の力の面積を増やすために、多数の弾性プレスプレートが使用されます。 薄肉スリーブの内径と外円を回すときは、単純なスプリットトランジションリングであろうと弾性マンドレルであろうと、フルアークジョーなどを使用して、ワークピースをクランプするときの接触面積を増やします。 この方法は、クランプ力を支えるのに役立ち、それによって部品の変形を回避します。
軸方向の型締力を採用し、生産にも広く使用されています。
特殊な固定具の設計と製造により、端面にクランプ力を作用させることができ、壁が薄くワークピースの剛性が低いことによるワークピースの曲げ変形を解決できます。
3.ワークピースの処理によって引き起こされた変形
切削工程での切削力により、ワークは力の方向に弾性変形を起こします。これは、ナイフをあきらめる現象と呼ばれることがよくあります。 この種の変形に対処するには、対応する対策をツールで行う必要があります。 工具は仕上げ時に鋭利でなければなりません。 工具とワークの摩擦による抵抗を低減する一方で、切削時の工具の放熱能力を向上させ、ワークを低減します。 残留内部応力。

たとえば、薄肉部品の大きな平面をフライス盤加工する場合、シングルエッジフライス盤が使用されます。
工具パラメータは、より大きな進入角度とより大きなすくい角を選択します。目的は、切削抵抗を減らすことです。 この種の工具は、切削が軽く、薄肉部品の変形が少ないため、生産に広く使用されています。 薄肉部品の旋削では、旋削時の切削抵抗、旋削時に発生する熱変形、ワーク表面の微視的品質にとって、適度な工具角度が非常に重要です。 工具のすくい角の大きさが、工具の切削変形とすくい角の鋭さを決定します。 すくい角が大きいと切削変形と摩擦が減少しますが、すくい角が大きすぎると工具のくさび角が小さくなり、工具強度が弱くなり、工具の熱放散が悪くなり、摩耗が加速します。
一般に、鋼材の薄肉部を旋削する場合は、すくい角6°〜30°の高速工具と、すくい角5°〜20°の超硬工具を使用してください。 工具の逃げ角が大きく、摩擦が小さく、それに応じて切削抵抗が減少しますが、逃げ角が大きすぎると工具の強度も弱くなります。 薄肉部品を旋削する場合は、高速度鋼の旋削工具を使用し、工具の逃げ角は6°〜12°、超硬工具の場合、逃げ角は4°〜12°、 そして、より大きな逃げ角が微旋加工に使用されます。 小さいバックアングルを取るとき。 薄肉部品の内円と外円を回転させる場合、ワークの変形に対応するためには、大きな入射角を取り、正しい工具を選択することが必要条件です。

工具とワークの摩擦によって発生する熱も加工中にワークを変形させるため、高速切削が選択されることがよくあります。
高速加工では、切りくずが比較的短時間で除去されるため、切削熱の大部分が切りくずによって除去され、ワークの熱変形が減少します。 第二に、高速加工では、切削層材料の軟化も低減されます。 部品加工の変形を抑え、部品のサイズや形状の精度を確保します。 また、切削液は主に切削時の摩擦を低減し、切削温度を下げるために使用されます。 切削液の合理的な使用は、工具の耐久性、加工面の品質、加工精度の向上に重要な役割を果たします。 したがって、部品の変形を防ぐために、十分な切削液を合理的に使用する必要があります。
加工に適度な切削量を使用することは、部品の精度を確保するための重要な要素です。
薄肉部品を高精度で加工する場合は、左右対称加工を採用し、反対側の応力を安定状態にバランスさせ、加工後のワークを滑らかにします。 ただし、ある工程で大量のナイフを使用すると、引張応力と圧縮応力のバランスが崩れ、ワークが変形します。
旋削時の薄肉部品の変形は多面的です。 ワークをクランプするときのクランプ力、ワークを切削するときの切削力、およびワークが工具の切削を妨げるときに発生する弾性変形と塑性変形は、切削ゾーンの温度を上昇させ、熱変形を引き起こします。 したがって、荒削りをしているときは、バックグラブとフィードの量が多くなる可能性があります。 仕上げはナイフ量が0.2〜0.5mm、送り量が0.1〜0.2mm / r以下、切削速度が6〜120m / min、切削速度が 旋削が終わったら可能ですが、高すぎるのは簡単ではありません。 部品の変形を減らす目的を達成するために、適度な量の切削を選択してください。
4.加工後の応力と変形
処理後、成形品自体に内部応力が発生します。 これらの内部応力分布は、比較的バランスの取れた状態にあります。 パーツの形状は比較的安定しています。 ただし、一部の材料を除去して熱処理すると、内部応力が変化します。 このとき、ワークは再び力のバランスに達する必要があるため、形状が変化しています。
このような変形を解消するために、熱処理により真っ直ぐにするワークを一定の高さに積み上げ、一定の工具を使用して真っ直ぐな状態に圧縮し、工具とワークを一緒に加熱炉に入れることができます。 パーツの材質に合わせてお選びください。 異なる加熱温度と加熱時間。
熱間矯正後、ワークの内部組織は安定しています。 このとき、ワークの真直度が高くなるだけでなく、加工硬化現象がなくなり、部品の更なる仕上げに便利になります。 鋳物は時効処理を行い、内部残留応力を除去し、変形してから加工する方法、つまり大まかな加工-時効-再加工を使用する必要があります。
大型部品の場合、組み立て後のワークの変形を予測するプロファイリング処理を行い、加工時に反対方向の変形を確保する必要があります。これにより、組み立て後の部品の変形を効果的に防ぐことができます。
要約すると、変形しやすいワークピースの場合、対応する対策をブランクおよび処理技術で採用する必要があります。 さまざまな状況を分析し、適切なプロセスルートを見つける必要があります。 もちろん、上記の方法は、ワークピースの変形をさらに低減するだけである。 より正確なワークを入手したい場合でも、学習、議論、研究を続ける必要があります。