表面グラインダーでステップを処理することは難しくありません。 ステップは2つの方向から接地できることに注意してください。 ステップをカットするサーフェスを選択するための基本は、効率です。 下図のように、同じ部品を一方向に変えると研削効率が異なります。 どちらの方向から始めますか?
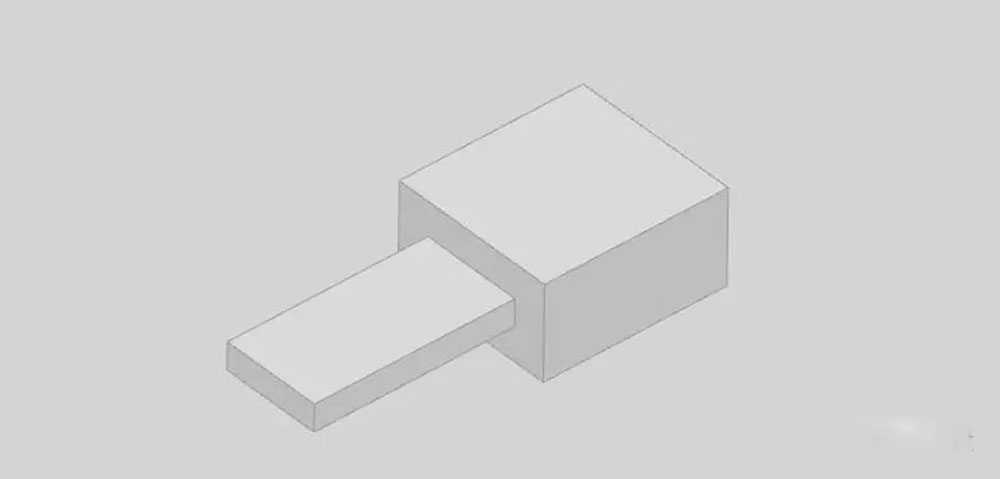
01 .余分な長い工作物研削工程
被加工物の研削面積が比較的大きい場合は加工中の発熱が大きく変形しやすいので、段差の方向を選択する必要がある。 一方の面を研削し、次に立ち上がってもう一方の面を研削し、砥石の側面での研削を避け、最後に細かい砥石を交換して角を清掃します。
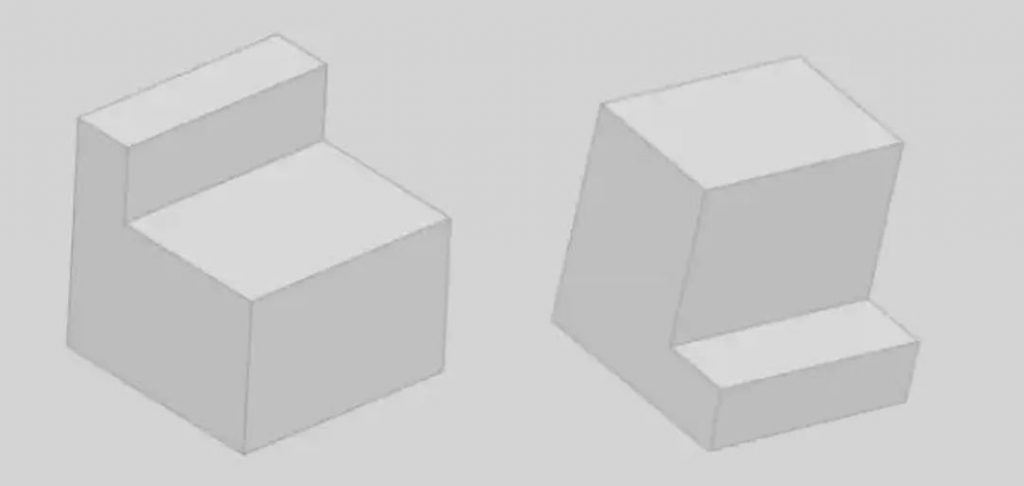
02小工作物の研削加工
小さなワークピースは、わずか0.1mmまたは0.05mmのステップに遭遇することがよくあります。 このようなステップの研削は、不正確な加工のために自由に処理できます。 精密部品の場合、角を清掃する必要があります。 一般的に、デザインはクリーニングの必要性を示します。 この角度により、Rは0.03mm未満になります。 ステップがどんなに小さくても、ワイヤーが数本しかない場合でも、まっすぐでなければなりません。 一般的な材料は、120Kを使用して角度を3〜5回クリアすることで実現できます。 DC53やSKH-9などの特に硬度の高い材料では、角をきれいにするために360Kなどのより細かい砥石を使用する必要があり、それに応じて回数を増やす必要があります。 Rのサイズを確認すると、経験豊富なマスターは自分の気持ちや経験から見て時間がかかります。 友達はプロジェクションを使ってチェックすることができ、いくつかのプロジェクションの後、彼らは自分の心の中で知るでしょう。
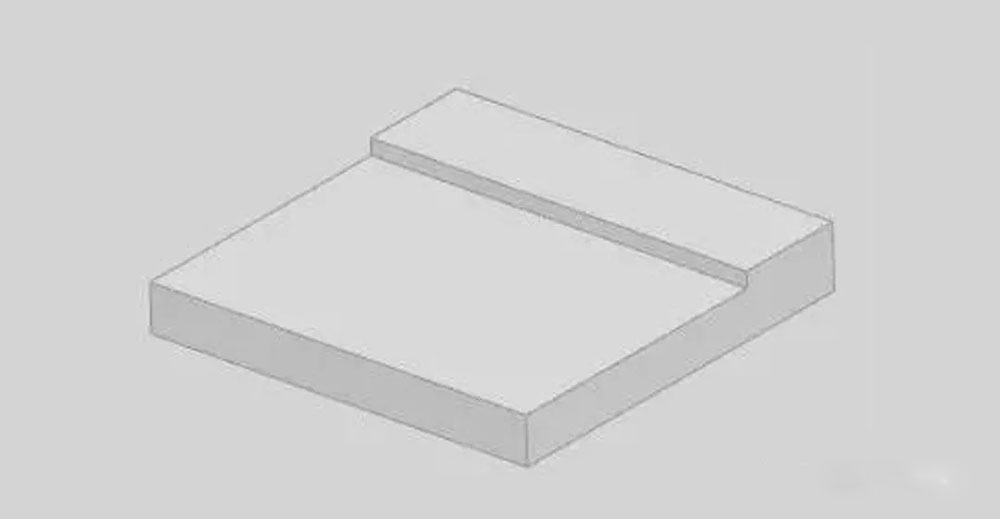
03 . Rによるステップ
この状況も非常に一般的です。 荒削りの場合、ステップを開くにはR位置を離れる必要があることに注意してください。 Rが完成したら、その場で直接修理できます。
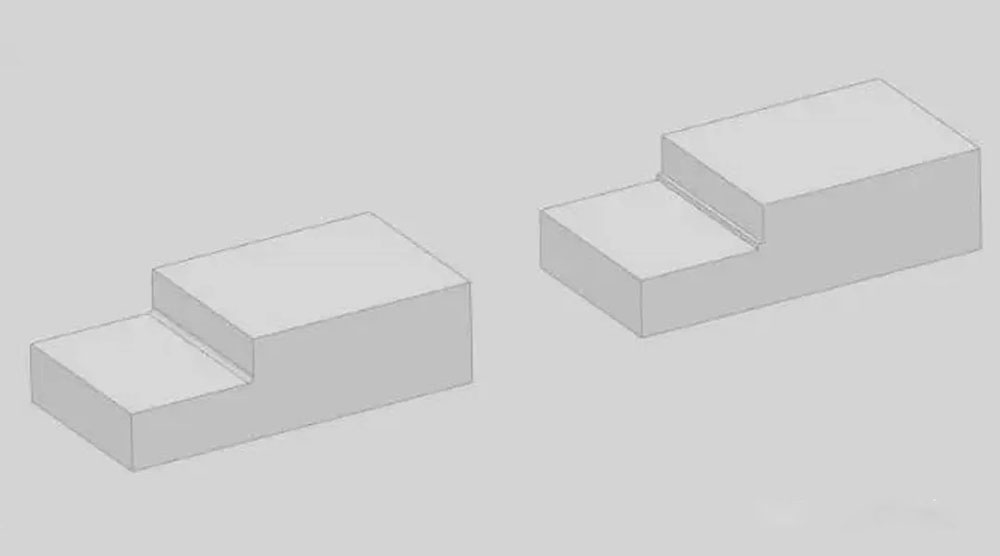
4 両面研削
このタイプのワークピースでは、両側に特定のクラフトテーブルを残すことに注意する必要があります。 立ち足と呼ばれる場所もあります。 そうしないと、ステップを研磨して仕上げるときにサポートポイントがなくなり、変形する可能性があります。 はい、クラフトテーブルを取り外しても変形しません。