

精密部品の加工では、多くの部品を精密機器で加工した後、常に「物足りない」ところがあります。 明らかに、彼らは最高の処理マスターと最高の処理装置です。 機械ですべてが完璧であることが確認されましたが、機械を取り外して品質管理室または次のプロセスに送ると、サイズが静かに変化し、元の完璧な製品が廃棄物になりました。
実際、これはプロセス配置の問題です。 上記の機械加工のみを考慮しましたが、材料自体の特性を考慮しなかったため、部品の加工後に材料の内部構造が変化し、加工変形が発生し、寸法が悪くなりました。
しかし、この望ましくない発生を回避するにはどうすればよいでしょうか。 非常に重要なプロセス、つまり、材料の「応力緩和」プロセスを使用する必要があります。これは、場合によってはアニーリング処理と呼ばれます。

ストレスリリーフアニーリング治療とは何ですか?
ワークピースを特定の温度に加熱し、一定期間保持した後、冷却してワークピースを復元し、それによって残留内部応力を除去するプロセスは、応力緩和焼鈍と呼ばれます。 冷間変形した金属を再結晶温度以下に加熱して内部応力を取り除きます。 しかし、冷間加工硬化の効果を維持したままの熱処理は、応力緩和焼鈍と呼ばれます。
応力除去焼鈍は、鋼や各種金属機械部品を一定の温度に加熱し、一定時間保持した後、ゆっくりと冷却して平衡状態に近い熱処理を行う熱処理工程です。 機械工業では、焼きなましは通常、ワークピースの製造工程における予備熱処理工程として使用されます。
実際の加工・製造工程では、応力緩和焼鈍工程の適用は、上記の適用以上のものです。 熱間鍛造、鋳造、各種冷間変形加工、切断または切断、溶接、熱処理、さらには機械部品の組み立て後も、構造状態を変えずに、冷間加工、熱間加工または表面硬化条件を維持し、鋼または機械 部品を低温で加熱して内部応力(の全部または一部)を取り除き、変形や亀裂の傾向を減らすプロセスは、応力除去焼鈍と呼ばれます。 材料の組成、処理方法、内部応力のサイズと分布の違い、および除去の程度の違いにより、応力緩和焼鈍の温度範囲は非常に広くなります。 伝統的に、高温での応力緩和処理は応力緩和焼鈍と呼ばれ、低温での処理は応力緩和焼戻しと呼ばれます。 本質は同じです。
応力緩和アニーリングの原理
圧力加工、鋳造、溶接、熱処理、切削加工などの工程で、製品に内部応力が発生する場合があります。 ほとんどの場合、プロセスの終了後、残留応力の一部が金属に残ります。 残留応力により、ワークピースにひびが入ったり、変形したり、サイズが変化したりする可能性があります。 残留応力はまた、金属の化学的活性を改善し、残留引張応力の作用下で粒界腐食および亀裂を特に引き起こしやすい。 したがって、残留応力は材料の性能に影響を与えたり、ワークピースの早期故障を引き起こしたりします。
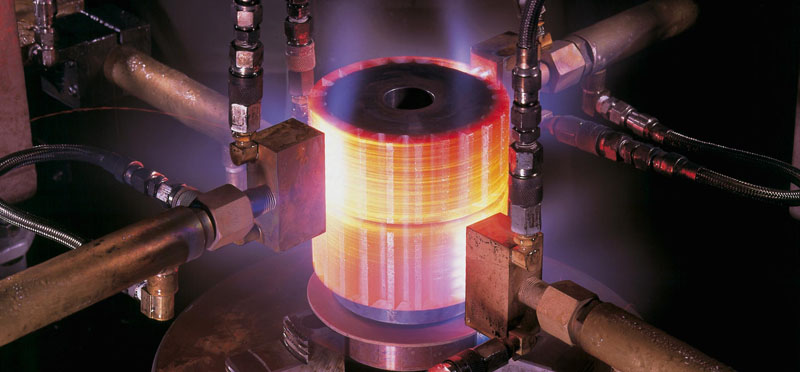
応力緩和焼鈍中、 金属は、特定の温度で内部局所塑性変形(応力がこの温度での材料の降伏強度を超える場合)または局所緩和プロセス(応力がこの温度での材料の降伏強度よりも小さい場合)を受けます。 残留応力は、除去の目的を達成するために緩和されます。 応力除去焼鈍中、ワークピースは一般にゆっくりと低温に加熱されます(灰色の鋳鉄の場合は500〜550°C、鋼の場合は500〜650°C、非鉄金属合金のスタンピング部品の場合は再結晶開始温度未満)。 しばらく保持した後、新しい残留応力を防ぐためにゆっくりと冷却します。
応力除去焼鈍は、ワークピース内の残留応力を完全に除去することはできませんが、ほとんどの場合それを除去するだけです。 残留応力を完全になくすには、ワークピースをより高い温度に加熱する必要があります。 このような状況では、他の組織変更が発生し、資料のパフォーマンスが低下する可能性があります。
サイズ保証に加えて、完成部品に存在する内部応力は実際には非常に有害です。 時間内に除去されない場合、内部応力と外部負荷力、つまり使用中に加えられる力が重なると、材料が発生します。 予期しない休憩。 したがって、鋳造、溶接、切断後のワークピースは、加工中に発生する内部応力を除去するために応力除去焼鈍を行う必要があります。そのため、常に最高の職人技で一生懸命働いていても、良い部品を作ることができない場合は、 または、使用中に部品が誤って破損したと顧客から言われた場合は、応力アニーリングプロセスを検討できます。このプロセスは、多くの問題の解決に役立ちます。