

センターレス研削は外径研削プロセスであり、OD研削と呼ばれることもあります。 センターレス研削は、ワークから材料を取り除くために使用されるプロセスであり、通常、短時間で多くの部品を処理する必要がある操作に使用されます。
センターレス研削とは?
センターレス研削では、ワークは2つの砥石の間に固定され、同じ方向に異なる速度で回転します。 砥石は固定軸上を回転し、ワークにかかる力を低減します。 砥石車は通常、接触点での線速度をワークピースよりも高くすることによって研削動作を実行します。
もう一方の可動ホイールは、ワークピースに側圧を加えるように配置されており、通常、ワークピースを捕捉するための粗い研磨剤またはゴム結合研磨剤があります。 2つのホイールの相対速度が研削効果を提供し、回転する砥石の速度は、材料がワークピースから除去される速度に依存します。 センターレス研削は、砥石を使用してワークの外径から材料を除去するプロセスです。
ワークは外径に配置され、調整ホイールと砥石の間に配置された作業ブレードによってサポートされます。 調整ホイールが加工部品を駆動し、砥石が材料を取り除きます。
センターレス研削プロセスの種類
センターレス研削には3種類あります。 主な違いは、工作機械を介してワークピースを供給する方法にあります。
インフィード研削
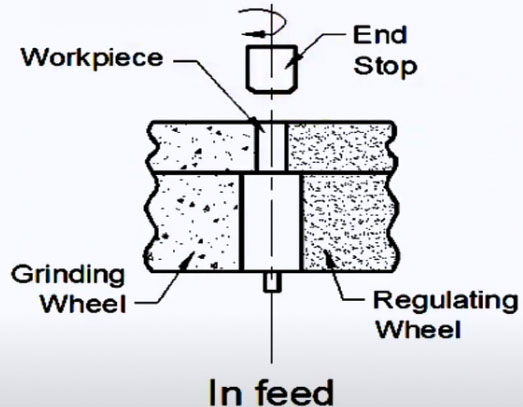
ワークピースは全長にわたって独立した外径を持つことができ、改良された砥石を使用してワークピースの各部分を研削したり、ワークピース全体を粉砕したりすることができます。 プランジフィードはフィードセンターレス研削を実行できるため、任意のプロファイルを作成できます。 これは、ワークピースに砥石を通過できない障害物がある場合に役立ちます。 障害物は、肩、頭、円などです。
フィードセンターレス研削は、砂時計の形状など、比較的複雑な形状を研削できます。 プロセスを開始する前に、ワークピースを手動でグラインダーにロードし、調整ホイールを所定の位置に移動します。 部品の形状と砥石の形状を正確に研削するために必要な複雑さにより、ワークピースが工作機械を介して軸方向に送られるのを防ぎます。
スルーフィード研削
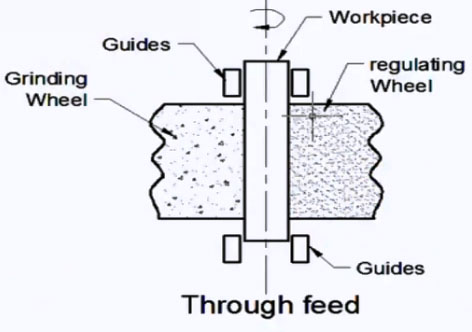
センターレスフィードスルー研削では、ワークピースは砥石を完全に通過し、一方の側から入り、もう一方の側から出ます。 直進研削の調整ホイールは、砥石面から離れる方向に傾斜して軸力成分を提供し、2つの砥石の間にワークを送ります。 ストレートフィード研削は、個別のフィードメカニズムを必要としないため、非常に効果的です。 ただし、単純な円筒形状の部品にのみ使用できます。
ストレート研削砥石は砥石よりも大きくすることができ、多くのワークを装置内で同時に研削することができ、より大きな出力を得ることができます。
エンドフィード研削
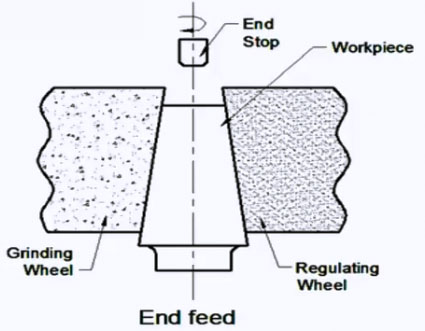
センターレス研削のエンドフィードでは、ワークピースは片側に沿って工作機械に軸方向にフィードされ、エンドストップに載ります。 研削作業を行った後、ワークを反対方向に送り、工作機械を終了します。 )面送り研削はテーパー加工に最適です。
センターレス研削の利点
ワークのロードとアンロードは簡単です
ワークピースのロードまたはアンロードはシンプルで自動化が簡単です。 連続直接研削を使用する場合、ワークピースの交換に時間を無駄にすることはありません
高速処理により製造時間を節約
従来の円筒形グラインダーは、幅が限られているため、同じ部品を処理するために複数回切断する必要があります。 センターレスグラインダーは、毎分200〜300パーツを驚くべき速度で処理できます(正確な数はパーツのサイズによって異なります)。 センターレスグラインダーの驚くべき設計により、手動の介入なしで何百もの部品を実行できます。
読み込み時間の短縮
センターレスグラインダーを使用することにより、フィードモードで実行している場合でも、ロード時間をパーツあたり3秒に最小限に抑えることができます。 センターレス研削は、センタリング研削と比較して、ロード時間を大幅に短縮し、ほぼ中断のない研削を実現します。
多数の部品に対応可能
多数の小さな円筒部品を処理したい場合は、センターレスグラインダーが必要です。 グラインダーではすべてのパーツをリセットする必要がないためです。 異なる直径の部品を加工する必要がある場合でも、心配しないでください。センターレスグラインダーは、わずかな変更で複数の直径を処理できます。
センターレスグラインダーをすばやくセットアップできます
機械を特定の部品に設定した後、最小限のオペレーターの介入でODサイズを維持できます。 センターレスグラインダーを設置した後は、通常、リセットせずに製造プロセス全体を完了することができます。 これにより、時間と人件費が節約されるだけでなく、エラーの可能性も減少します。
パーシステントホイール
ほとんどのセンターレスグラインダーの直径は24インチ、最大幅は24インチです。 直径17インチの使用可能な砥石は、一連の砥石で何千もの完成部品を研削できます。 センターエラーがなくなると、部品は「フローティング」状態になり、通行料が減り、ホイールの耐用年数が長くなります。
厳しい公差
センターレス研削は、より厳しい寸法公差を維持できます。
たわみなし:
ワークが完全にサポートされているため、センタリング研削よりも重い研削を使用できます。

広い処理範囲:
ワークピースの両端に追加の圧力がかからないため、センターレスグラインダーは壊れやすいワークピースや壊れやすい材料の処理に非常に適しています。
ワークを直線的に支持することにより、これらの機械は低圧プロセスで動作するため、柔らかい材料や壊れやすい材料を研削することもできます。 グラインダー用の固定ワークを用意する必要がないため、固定による故障がなくなります。 また、小型の機械でも長いワークを処理できます。
センターレス研削の応用
センターレスグラインダーは、シャフト、ボール、ベアリング、ボルト、ブッシング、カムシャフト、カーバイドロッド、コンプレッサーシャフト、プロファイルローラー、シリンダー、ドリル、ギアシャフトとハブ、インジェクターニードル、インジェクタープランジャーとバルブ本体、アイソレーター、モーターシャフト、 ニードル、ピン、ピストンピン、ピボット、ローター、シャフト、小型クランクシャフト、スプール、チューブ、バルブリフター、バルブピストン、バルブステム。
センターレス研削は、自動車、航空宇宙、航空宇宙、ベアリング、消費者製品、ガラス、医療、工具や金型など、多くの産業で使用されています。
多くの大量の自動車部品を製造するには、心臓の研削が不可欠です。 これらには、スプール、制御棒、カムシャフト、クランクシャフト、ピストン、スリーブ、およびローラーが含まれます。
さらに、センターレス研削は、油圧および流体制御、医療および航空宇宙産業、実際には円筒形および円筒面の精度を必要とするあらゆる産業向けの部品を製造できます。