

加工精度とは、加工後の部品の実際の幾何学的パラメータ(サイズ、形状、位置)が図面で指定された理想的な幾何学的パラメータにどの程度一致するかを指します。 この適合度が高いほど、処理精度が高くなります。
今日は、次の3つの側面から説明します。
- 部品の寸法精度の取得方法
- 形状精度の取得方法
- 位置精度の取得方法
部品の寸法精度の取得方法
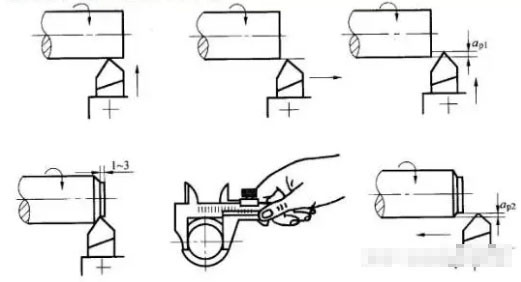
(1)トライアルカット法
つまり、最初に加工面の小さな部分を切り取り、テストカットのサイズを測定し、処理要件に従ってワークピースに対するツールの刃先の位置を調整してから、カットを試みます。 そして、測定するので、2、3回の試行カットと測定の後、それが処理されるときサイズが要件を満たした後、機械加工される表面全体をカットします。
トライアルカット方式は「トライアルカット・測定・調整・トライアルカット再試行」で、必要な寸法精度に達するまで繰り返します。 たとえば、ボックスホールシステムの試用ボーリング。
トライアルカット法による精度は非常に高く、複雑な装置は必要ありませんが、この方法は時間がかかり(複数の調整、トライアルカット、測定、計算が必要)、効率が低く、 作業者の技能レベルや測定器の精度にもよりますが、品質が不安定なため、単品小ロット生産にのみ使用されます。
トライアルカット方法の一種であるマッチングは、処理されたパーツ、別のマッチングされたワークピースの処理、または2つ(またはそれ以上)のワークピースを組み合わせて処理することに基づいています。 マッチング作業での最終加工寸法の要件は、加工部品とのマッチング要件に基づいています。
(2)調整方法
サンプルまたは標準部品を使用して、工作機械、固定具、切削工具、およびワークピースの正確な相対位置を調整し、ワークピースの寸法精度を確保します。 サイズは事前に調整されているため、加工中に再度カットする必要はありません。 サイズは自動的に取得され、パーツのバッチの処理中に変更されません。 これが調整方法です。 たとえば、フライス盤の固定具を使用する場合、工具の位置は工具ブロックによって決定されます。 調整方法の本質は、工作機械またはプリセット工具ホルダーの固定距離装置または工具設定装置を使用して、工具を工作機械または固定具に対して特定の位置精度に到達させてから、 ワークピースのバッチ。
工作機械は文字盤に合わせて送り、切り込みを行いますが、これも一種の調整方法です。 この方法では、最初にトライアルカット法に従って文字盤の目盛りを決定する必要があります。 量産では、固定範囲ストッパー、試作品、試作品などの工具設定装置を使用して調整することがよくあります。
調整方式は、トライアルカット方式よりも加工精度と安定性に優れ、生産性も高くなっています。 高度な工作機械オペレーターは必要ありませんが、工作機械アジャスターには高い要件があります。 バッチ生産や大量生産でよく使われます。
(3)固定サイズ方式
工具の対応するサイズを使用して、ワークピースの処理された部分のサイズを確保する方法は、サイジング方法と呼ばれます。 加工には標準サイズの工具を使用し、加工面のサイズは工具サイズによって決まります。 つまり、一定の寸法精度の工具(リーマ、リーマドリル、ドリルビットなど)を使用して、処理するワークピース(穴など)の精度を確保します。
サイジング方法は、操作が簡単で、生産性が高く、処理精度が比較的安定しています。 それは労働者の技術レベルとはほとんど関係がありません。 生産性が高く、さまざまな生産に幅広く使用されています。 たとえば、穴あけ、リーマなど。
(4)アクティブ測定方法
加工工程では、加工中に加工寸法を測定し、その測定結果を設計に必要な寸法と比較するか、工作機械の稼働を継続したり、工作機械を停止したりすることができます。 これがアクティブな測定方法です。
現在、アクティブ測定の値をデジタル表示することができます。 アクティブ測定法は、測定装置をプロセスシステムに追加します(つまり、工作機械、切削工具、備品、およびワークピースの統合)。これが5番目の要素になります。
アクティブ測定法は、開発の方向性である安定した品質と高い生産性を備えています。
(5)自動制御方式
この方法は、測定装置、供給装置、および制御システムで構成されています。 測定、供給装置、制御システムを自動処理システムに統合し、処理プロセスはシステムによって自動的に完了します。
サイズ測定、工具補正調整、切削処理、機械停止などの一連のタスクが自動的に完了し、必要な寸法精度を自動的に達成します。 たとえば、CNC工作機械で処理する場合、部品はプログラムのさまざまな命令によって処理され、処理シーケンスと処理精度を制御します。
自動制御には2つの特定の方法があります
①自動測定
これは、工作機械がワークピースのサイズを自動的に測定するための装置を備えていることを意味します。 ワークが必要なサイズに達すると、測定装置は工作機械を自動的に後退させて動作を停止するように指示を出します。
②デジタル制御
これは、工作機械にサーボモーター、ローリングスクリューナットペア、およびツールポストまたは作業台の正確な動きを制御するためのデジタル制御デバイスの完全なセットがあることを意味します。 サイズの取得(刃物台の動きまたは作業台の動き)は、事前にプログラムされたプログラムによって決定されます。 コンピュータデジタル制御装置による自動制御。
初期の自動制御方法は、アクティブ測定と機械的または油圧制御システムを使用して完了しました。 現在、処理要件に応じて事前に準備されたプログラムが広く使用されています。 制御システムによって制御されて作業を行うプログラム、または制御システムによって発行されたデジタル情報命令を実行するためのデジタル制御工作機械であり、処理プロセス中の処理条件の変化に適応し、処理量を自動的に調整し、 そして、指定された条件に従って処理プロセスの最適化を実現します。 適応制御工作機械は自動制御処理を行います。
自動制御方式は、安定した品質、高い生産性、優れた加工の柔軟性、そして機械製造の現在の開発方向であり、コンピュータ支援製造(CAM)の基礎である多種多様な生産への適応性を備えています。