


Изготовленные на заказ приспособления играют решающую роль в прецизионной обработке. Независимо от того, используются ли они для аэрокосмических компонентов, медицинских приборов или промышленных деталей с высокими допусками, хорошо спроектированное и точно обработанное приспособление напрямую влияет на стабильность размеров, повторяемость и эффективность производства. Некачественно изготовленные крепления приводят к несоосности, вибрации, поломке и ненужному времени простоя.
Производителям, ориентирующимся на строгие допуски и стабильное качество, важно понимать принципы, лежащие в основе прецизионной обработки нестандартных приспособлений. Ниже приведены ключевые соображения, которые помогают обеспечить соответствие характеристик приспособлений строгим производственным стандартам.
Начните с функционального дизайна, а не только с геометрии
Точная обработка начинается задолго до того, как будет вырезана первая стружка. Производительность крепежа в значительной степени зависит от функционального дизайна. Вместо того, чтобы сосредотачиваться только на геометрии детали, инженеры должны оценить усилие зажима, расположение опор, привязку к исходным данным и доступность обработки.
Крепеж должен полностью ограничивать обрабатываемую деталь, не допуская ее перекоса. Чрезмерное ограничение может привести к возникновению внутренних напряжений, а недостаточное — к вибрации и отклонению размеров. Правильное применение принципа размещения 3-2-1 обеспечивает стабильность при сохранении точности обработки.
Кроме того, проектировщикам следует учитывать зазор между инструментами и удаление стружки на ранней стадии проектирования. Идеально обработанное приспособление, которое ограничивает траекторию движения инструмента или задерживает стружку, снижает точность обработки.
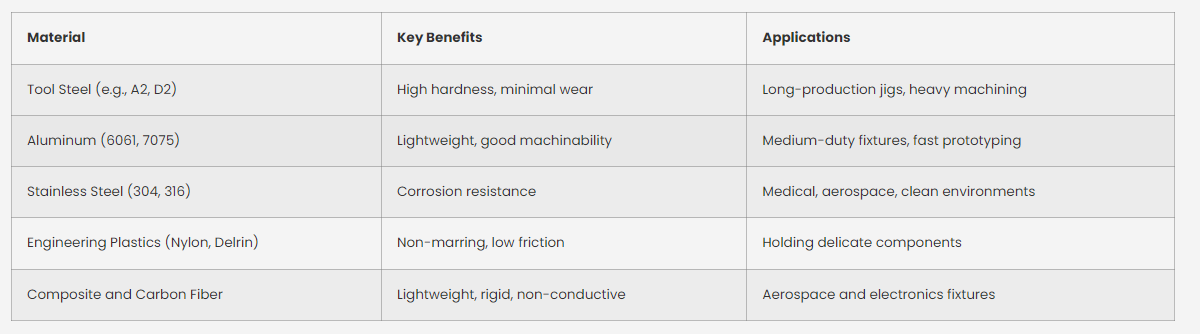
Выберите правильный материал для обеспечения стабильности
Выбор материала значительно влияет на точность крепления с течением времени. Многие специальные крепления изготавливаются из инструментальной стали, алюминия или легированной стали, в зависимости от объема производства и требуемой жесткости.
При крупносерийном производстве или тяжелых операциях резки закаленная инструментальная сталь обеспечивает превосходную износостойкость и стабильность размеров в течение длительного времени. Для легких приспособлений или применений, требующих более быстрой обработки, может быть достаточно алюминиевых сплавов, таких как 6061, особенно если поверхность обработана для повышения долговечности.
Не менее важна термическая стабильность. Если арматура и заготовка расширяются с разной скоростью под воздействием тепла при обработке, может возникнуть отклонение допуска. Соответствие свойств материала условиям применения помогает поддерживать повторяемую точность.
Стратегически контролируйте допуски на механическую обработку
Не каждая деталь крепежа требует сверхжестких допусков. Прецизионная обработка должна быть сосредоточена на критических установочных поверхностях, стыках зажима и опорных точках.
Основные контактные поверхности должны быть обработаны в строгих пределах плоскостности и перпендикулярности для обеспечения равномерного позиционирования. Для высокоточных работ может потребоваться шлифование. Однако для нефункциональных поверхностей могут соблюдаться стандартные допуски, что сокращает время и затраты на ненужную обработку.
Стратегический контроль допусков предотвращает чрезмерную обработку, сохраняя при этом требуемую точность для воспроизводимого производства.
Сведите к минимуму вибрацию и прогибы
Вибрация является одной из самых серьезных угроз для прецизионной обработки. Жесткость крепежа напрямую влияет на чистоту поверхности, срок службы инструмента и точность размеров.
Для уменьшения вибрации:
- Увеличьте опору конструкции в зонах с высокой нагрузкой
- Избегайте тонких стенок в секциях, несущих критическую нагрузку
- По возможности используйте ребристое армирование
- Обеспечьте правильное распределение усилия зажима
В условиях обработки с ЧПУ, особенно при выполнении высокоскоростных операций, даже незначительный прогиб крепежа может привести к отклонениям на микронном уровне. Анализ методом конечных элементов (МКЭ) на этапе проектирования может помочь выявить слабые места до начала производства.
Оптимизируйте зажим, чтобы обеспечить жесткость, эффективность и доступность обработки.
Способы зажима влияют не только на точность размеров, но и на эффективность обработки. Зажимные устройства должны противодействовать усилиям резания, обеспечивая доступ к зоне обработки. Если зажимное устройство перекрывает траекторию движения инструмента, оператору может потребоваться изменить положение заготовки во время обработки, что увеличивает время зажима и вносит изменения в процесс обработки.
Эффективный зажим учитывает:
* Направление усилий резания (особенно боковых усилий от фрезы)
* Баланс между усилием зажима и контактными усилиями на установочных поверхностях
* Эргономика оператора, включая скорость загрузки и простоту управления
* Быстрозажимные устройства сокращают время цикла и оптимизируют рабочий процесс. При обработке с ЧПУ самоцентрирующиеся пневматические или гидравлические зажимные устройства обеспечивают равномерное приложение давления и автоматизированную смену заготовки.
Зажимные элементы должны быть расположены таким образом, чтобы усилие передавалось через крепеж к опорной плите, а не воздействовало на подвешенные участки заготовки. Дребезжание или вибрация обычно указывают на недостаточную жесткость зажима или неправильное распределение.
Правильный способ зажима обеспечивает максимальную стабильность при минимальных регулировках, обеспечивая надежное удержание заготовки.
Включает в себя модульные и регулируемые функции
При изготовлении на заказ производственные требования могут меняться. Проектирование светильников с модульными или регулируемыми элементами повышает гибкость и долговечность использования.
Сменные установочные штифты, регулируемые упоры и взаимозаменяемые зажимные элементы позволяют вносить незначительные изменения в размеры без повторной обработки всего приспособления. Такой подход сокращает время простоя и снижает затраты на весь жизненный цикл.
При создании прототипов или малообъемных проектах в аэрокосмической промышленности и робототехнике модульная конструкция креплений значительно сокращает время изготовления при сохранении точности.
Обеспечьте надлежащую обработку поверхности и финишную отделку
При изготовлении арматуры часто упускают из виду чистовую обработку поверхностей. Однако точная шлифовка поверхностей, антикоррозийные покрытия и износостойкая обработка продлевают срок службы арматуры и сохраняют целостность размеров.
Для стальных изделий термообработка с последующим шлифованием обеспечивает твердость и точность. Анодирование алюминиевых изделий может быть полезным для повышения износостойкости и защиты от коррозии.
Необходимо тщательно контролировать шероховатость поверхности в местах установки, так как неровности непосредственно влияют на повторяемость.
Проверка работоспособности приспособлений с помощью создания прототипов и пробного производства
Прежде чем запустить приспособление в полномасштабное производство, важно убедиться, что его конструкция соответствует задуманному в реальных условиях обработки. Создание прототипов и контролируемые пробные запуски позволяют производителям оценить функциональность, точность подгонки и общую эксплуатационную надежность.
В зависимости от сроков и сложности проекта прототип может быть полностью обработан с ЧПУ для воспроизведения конечных условий производства или быстро изготовлен с использованием методов аддитивного производства для первоначальной проверки соответствия и подтверждения компоновки.
Во время пилотного тестирования следует тщательно оценить несколько практических факторов:
- Надежно ли и стабильно ли закреплена заготовка в своих установочных точках
- Равномерность и сбалансированность распределения усилия зажима
- Простота погрузки и разгрузки с точки зрения оператора
- Стабильность работы станка, включая вибрацию или дребезжание во время резки
- Стабильность размеров деталей после циклов механической обработки
На этом этапе особенно ценен вклад машинистов и операторов производства. Хотя моделирование в САПР и инженерный анализ обеспечивают теоретическую проверку, при использовании в реальных условиях часто выявляются тонкие, но важные детали, такие как неудобный доступ к зажимам, неэффективная обработка деталей или узкие места в рабочем процессе.
Тщательная проверка гарантирует надежную работу оборудования в реальных производственных условиях, а не только в проектной модели. Выявление и устранение проблем на данном этапе позволяет избежать дорогостоящих регулировок, простоев или брака деталей при увеличении объемов производства.
Повышайте точность в течение длительного времени благодаря износостойким элементам и заменяемым компонентам
Приспособления подвергаются многократному механическому контакту на протяжении всего производственного цикла. Непрерывная загрузка, разгрузка и закрепление постепенно приводят к износу поверхности, что со временем может привести к снижению точности позиционирования и повторяемости. Для обеспечения долговременной точности при проектировании приспособлений следует с самого начала учитывать износ.
Инженеры могут повысить долговечность и поддерживать стабильность центровки, интегрируя такие износостойкие элементы, как:
- Контактные площадки из закаленной стали
- Сменные износостойкие пластины в зонах с высоким коэффициентом трения
- Прецизионно заточенные дюбельные втулки для последовательного позиционирования
- Установочные точки с керамическими или твердосплавными наконечниками для увеличения срока службы
Эти модульные быстроизнашивающиеся компоненты не приводят к повреждению важных установочных поверхностей, а являются практичным решением. Их замена значительно экономичнее, чем повторное изготовление всего приспособления, и помогают поддерживать постоянную центровку деталей на протяжении тысяч циклов обработки.
В условиях интенсивного производства регулярный осмотр мест износа должен быть включен в график профилактического обслуживания. Мониторинг состояния поверхности и замена изношенных элементов в соответствии с задокументированными интервалами обслуживания предотвращают постепенное снижение точности.
Постоянная точность достигается не только за счет первоначального качества обработки — она также зависит от продуманного планирования жизненного цикла. Проектирование с учетом долговечности гарантирует, что характеристики приспособления остаются стабильными по мере его старения в реальных производственных условиях.
Вывод
Прецизионная обработка деталей на заказ — это не просто строгие допуски, это стабильность, повторяемость и долговременная производительность. От выбора материала и контроля допусков до контроля вибрации и обработки поверхности — каждое решение влияет на конечный результат производства.
Хорошо спроектированное и точно обработанное приспособление улучшает согласованность размеров, снижает количество брака, продлевает срок службы инструмента и повышает общую эффективность производства. Для таких отраслей, как аэрокосмическая промышленность, робототехника и производство медицинского оборудования, инвестиции в высококачественное оборудование на заказ являются стратегическим преимуществом, а не второстепенным фактором.